

7.6. Изготовление деталей из стеклопластиков
Формование деталей из стеклопластиков ведется при температуре отверждения смол.
Методы получения деталей из стеклопластиков:
контактный - форму из дерева или металла накладывают на раскроенную стеклоткань и прижимают; для свободного отделения детали от формы ее смазывают парафином;
пневматическое и вакуумное формование - стеклоткань предварительно пропитывают термореактивными смолами и расстила ют на внутреннюю поверхность формы, имеющую конфигурацию и размеры готовой детали, а затем создают давление воздухом или откачивают его;
метод центрифугирования — рубленые стеклянные волокна вместе со смолой загружают в центрифугу, под действием центробежных сил происходит формование детали. Этот способ применяют при изготовлении емкостей, обечаек, труб.
7.7. Изготовление деталей из керамики
Исходный материал: глина, шамот, флюс.
Технологический процесс изготовления керамических деталей состоит из следующих операций:
подготовка сырья;
изготовление сырой массы;
формовка деталей;
сушка и подготовка деталей к обжигу;
обжиг деталей.
Лекция 8. Технология сборочных работ
8.1. Технология сборочных работ
8.1.1. Организация сборочных работ
Продуктом конечной стадии производства является изделие. Сложное изделие представляет собой совокупность деталей и узлов, являющихся его элементами.
Деталью называют первичный элемент изделия, характерным признаком которого является отсутствие в нем каких-либо соединений.
Узлом называют элемент изделия, представляющий собой соединение нескольких деталей, независимо от рода соединений (разъемных или неразъемных); характерным признаком узла, с точки зрения технологии, является возможность его сборки обособленно от других элементов изделия.
Механизм изделия, определяемый функциональным назначением, не будет узлом с технологической точки зрения, если он не может быть собран обособленно, а создается лишь в процессе сборки с другими элементами изделия.
При построении процессов сборки целесообразно делить узлы изделия на группы и подгруппы.
Группой называют узел, непосредственно входящий в изделие.
Подгруппой называют узел, входящий в изделие в составе группы. В зависимости от взаимосвязи с группой различают подгруппы разных порядков. Узел, входящий непосредственно в группу, называют подгруппой первого порядка; узел, входящий непосредственно в подгруппу 1-го порядка, называют подгруппой второго порядка и т.д.
Любой узел, в зависимости от его конструктивных особенностей, может состоять из отдельных деталей, либо из узлов низших порядков, либо из узлов и деталей.
Деталь или группа, с которой начинается сборка, называется базовой.
Индексация элементов производится в соответствии с номерами, присвоенными деталям и узлам на чертежах и в спецификациях.
Понятие об изделии определяется объектом производства данного предприятия. Например, подшипник является изделием подшипникового завода, а при сборке другого механизма, в котором он применяется, этот же подшипник будет узлом данного механизма.
Сборка подразделяется на общую и узловую. Под общей понимают сборку законченных изделий. Под узловой сборкой понимают сборку подгрупп и несложных групп.
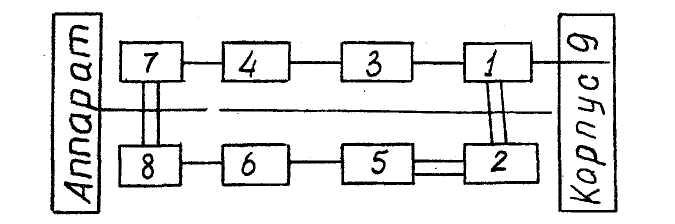
Рисунок 20 - Технологическая схема сборки аппарата
До начала сборки составляют технологическую схему сборки аппарата (рис. 20), на которой указывают последовательность сборки. С одной стороны схемы расположен аппарат, а с другой - базовая деталь или базовая группа.
Детали и группы, образующие разъемные соединения, соединяются одной линией, а неразъемные соединяются - двумя параллельными линиями.
По формам организации работы сборка подразделяется на два основных вида: стационарную и подвижную.
В химическом аппаратостроении чаще применяют стационарную сборку.
Методы сборки:
Метод полной взаимозаменяемости; при этом методе детали обрабатывают в механическом цехе по предельным калибрам - станочные операции являются окончательной стадией обработки.
Метод неполной взаимозаменяемости, при котором детали обрабатываются в механическом цехе по предельным калибрам, но с большими допусками; осуществляется этот метод путем подбора деталей по размерам, обеспечивающим при соединении необходимую посадку.
Метод групповой взаимозаменяемости; производится путем рас сортировки деталей на размерные группы и в пределах того же допуска.
Метод пригонки и регулировки производится путем применения жестких или регулируемых компенсаторов данной размерной цепи. В качестве жестких компенсаторов могут служить про кладки, кольца, втулки или одна из собираемых деталей, размер которой пригоняется дополнительной обработкой.
Метод индивидуальной пригонки; детали после механической обработки, выполняемой без применения предельных калибров, подвергаются ручной слесарной обработке для пригонки их по месту - это опиливание, шабрение, шлифование, развертывание.