

6.3. Раскрой и резка заготовок
Существуют три способа раскроя:
индивидуальный, когда лист разрезают на полосы для изготовления одноименных деталей, например, прокладок теплообменников;
смешанный, когда на листе размечают комплект деталей, что позволяет экономить материал, повышает трудоемкость, т.к. для этого метода необходимо составлять раскройные карты, которые представляют собой эскизы размещения деталей на металле, вы черченные в масштабе;
 групповой
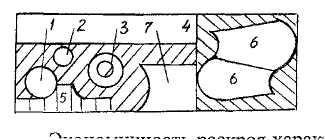
раскрой (рис.6), когда сначала из листа
вырезают
крупные заготовки, из отходов
раскраивают средние, а из обрезков
- мелкие. Этот метод наиболее
производительный, но применяется
на тех предприятиях, где есть
заготовительные цеха.
групповой
раскрой (рис.6), когда сначала из листа
вырезают
крупные заготовки, из отходов
раскраивают средние, а из обрезков
- мелкие. Этот метод наиболее
производительный, но применяется
на тех предприятиях, где есть
заготовительные цеха.
Рисунок 6 – Схема группового раскроя
Экономичность раскроя характеризуется коэффициентом использования материала
![]() ,
,
где
![]() - коэффициент использования материала,
%;
- коэффициент использования материала,
%;
Gд - масса детали, кг;
Нд - норма расхода материала на одну деталь, кг. Резка заключается в отделении части материала от основного листа, проката с целью получения заготовки. Способы резки:
механическая: без снятия стружки (ножницами) и со снятием стружки (резка пилами, ножовками, резцами);
газопламенная резка, при которой материал нагревают до температуры плавления или близкой к ней. В зону нагрева подают газовый окислитель, в струе которого сгорает нагретый металл. Окислителем служит кислород, а в качестве горючего применяют ацетилен и природные газы. Для резки высоколегированной стали и чугунов в струю кислорода вводят порошок - флюс, при газопламенной резке в зоне резания и основном металле наблюдается резкий перепад температур, что приводит к изменению физико-механических свойств материала, в частности увеличивается твердость. Поэтому рекомендуется кромки материала обрабатывать механическим методом;
электродуговая резка производится за счет пламени от нагревания материала электрической дугой. Расплавленный металл удаляется из зоны резки струей газа. Применяется газ окислительный - кислород, воздух и инертный - водород, аргон. Для воздушно-дуговой резки применяют угольно-графитовые электроды: при аргоно-дуговой резке — вольфрамовые электроды.
6.4. Вальцовка
Вальцовкой изготовляют трубы, обечайки, корпусы, кольца, бандажи и другие детали, имеющие постоянный радиус гибки по всей длине.
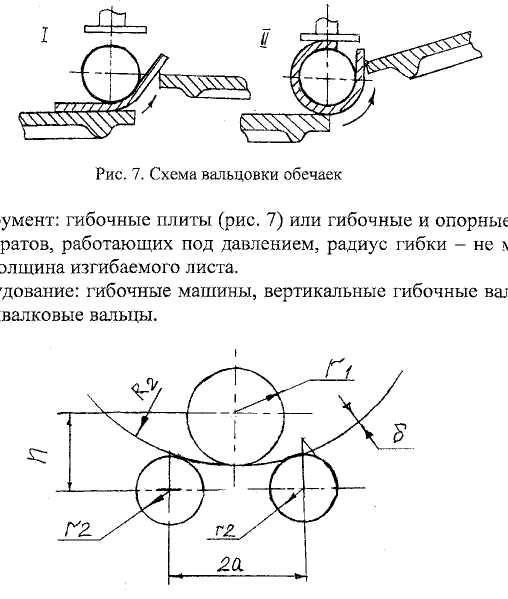
Рисунок 7 - Схема вальцовки обечаек
Инструмент: гибочные
плиты (рис. 7) или гибочные и опорные
валки. Для аппаратов, работающих под
давлением, радиус гибки - не менее 20![]() ,
где
,
где![]() - толщина изгибаемого листа.
- толщина изгибаемого листа.
Оборудование: гибочные машины, вертикальные гибочные вальцы, трех - четырехвалковые вальцы.
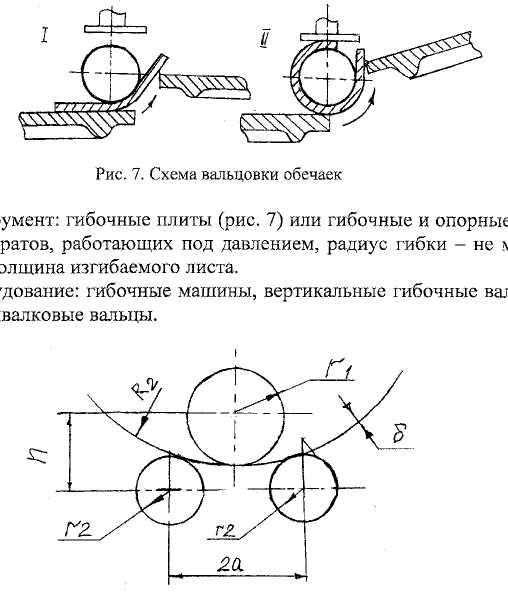
Рисунок 8 - Схема гибки на трёхвалковых вальцах
Радиус гибки вальцуемых деталей зависит от положения осей валков. Для трёхвалковых вальцов (рис.8) радиус гибки
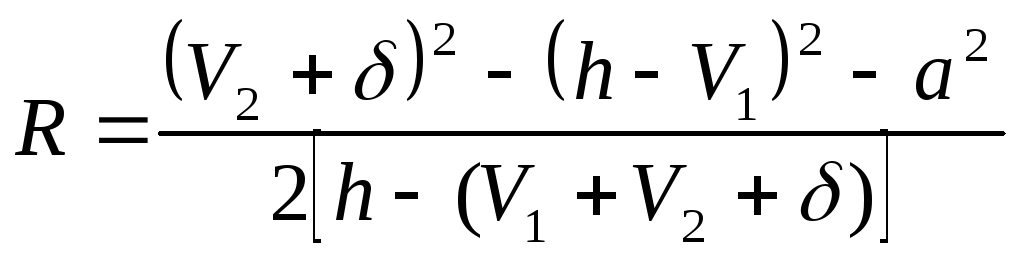 ;
;
![]() .
.
Вальцовка является основной операцией для изготовления обечаек, заготовки для которых получают из листового материала. Перед вальцовкой кромки подгибают вручную или на гидравлических кромкогибочных прессах. Затем заготовку заводят в вальцы и вальцуют в 2-3 прохода до получения необходимого радиуса гибки. Правильность гибки проверяют шаблоном. При вальцовке обечаек возможны дефекты: перекос кромок, перегиб на радиус меньше заданного, конусность, бочкообразность, овальность.
Размер заготовки для обечаек:
L = 3,14*Dcp±h,
Dcp
= DBH
+
![]() илиDcp
= DH
-
илиDcp
= DH
-![]() ,
,
где DBH - внутренний диаметр обечайки, мм;
DH - наружный диаметр обечайки, мм;
![]() - толщина листа,
мм;
- толщина листа,
мм;
h - зазор, необходимый для образования стыкового сварочного шва или величина нахлестки для пайки, мм.