

146. Автоматизация управления положением сварочной головки (следящая система с регуляторами прямого действия).
Эти системы наиболее простые, измерение неотделимо от управления. Сварочная головка имеет одну или несколько свободных (неприводных) подвижностей и связана непосредственно со щупом, выполненным в виде ролика или неподвижного копирного пальца. Щуп постоянно прижат к поверхностям разделки кромок стыка или другим поверхностям свариваемых элементов, под действием пружин или сил тяжести. При одном щупе-ролике возможно направление горелки по разделке стыка без прихваток.
Д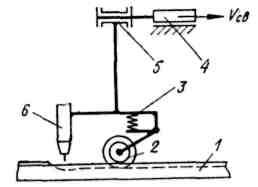 ля
повышения точности направления сварочной
головки по стыку целесообразно
использование двух- и трех щупов-роликов
с независимым поджатием к изделию.
ля
повышения точности направления сварочной
головки по стыку целесообразно
использование двух- и трех щупов-роликов
с независимым поджатием к изделию.
Схема устройств прямого действия для направления сварочного инструмента по линии соединении: 1 — свариваемое изделие; 2 — копирный ролик; 3 — пружина; 4 — звено, перемещающееся вдоль линии соединения; 5 — подвижность, обеспечивающая корректировочное перемещение; 6 — сварочная горелка.
Устройство применяется при сварке преимущественно стыковых соединении с разделкой или гарантированным зазором, собранных без прихваток или на прихватках. При выполнении угловых швов это устройства применяют при сварке в положении «в лодочку». При сварке «в угол» корректирующие перемещения могут быть направлены либо поперек и вдоль оси электрода либо быть перпендикулярны к полкам свариваемого соединения.
Прямое копирование по вертикали и под большими углами к горизонтали применяют при небольшой или частично уравновешенной массе перемещаемых частей.
Копирный ролик под действием пружин, создающих силы F1 и F2, занимает строго нейтральное положение (до соприкасания с изделием). Это достигается благодаря тому, что сила F2 прижимает к уступу корпуса упорную шайбу, а сила F1 меньшая, чем сила F2, прижимает к этой же шайбе подвижный элемент, жестко связанный с копирным роликом. Чтобы усилия, требуемые для смещения ролика из нейтрального положения в обе стороны, были равны, необходимо обеспечить в нейтральном положении выполнение условия: F2= 2F1 (без учета силы тяжести подвижных частей).
Эта схема позволяет реализовать прямое копирование поверхностей изделия в точках, расположенных сбоку (на траверсе) точки сварки.
Недостатки регуляторов прямого действия: 1) невозможность их применения при сварке стыковых соединений без разделки и гарантированного зазора в стыке, а также нахлесточных соединений с толщиной верхнего листа менее 3 мм; 2) необходимость специальной конструкции сварочного аппарата «с плавающей» в направлении слежения частью, несущей сварочную горелку; 3) при невозможности копирования сбоку точки сварки и нецелесообразности применения планок для вывода щупа необходимо предусматривать фиксацию «плавающей» части аппарата перед выходом щупа из контакта с изделием при наложении конечного участка шва, а также обеспечивать достаточно высокую жесткость конструкции всей манипуляционной системы, чтобы снятие усилия копирования после выхода щупа из контакта с изделием не вызывало чрезмерного дополнительного смещения сварочной горелки из зафиксированного перед этим положения.
От указанных недостатков свободны следящие системы с регуляторами непрямого действия.