

144. Трехфазная сварочная дуга. Три основные электромагнитные схемы источников питания трехфазной дуги.
Трехфазной дугой называют сварочную дугу, горящую между двумя электродами и изделием.
1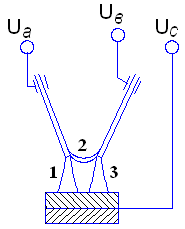 ,
3- дуги прямого действия; 2- дуга косвенного
действия
,
3- дуги прямого действия; 2- дуга косвенного
действия
Для устойчивого
горения дуги напряжение
![]() ,
,![]() ,
,![]() сдвинуты по фазе на угол
сдвинуты по фазе на угол![]() =120˚,
поэтому дуги 1, 2, 3 горят поочередно, а в
переходные моменты - по две дуги
одновременно. Вследствие этого среда
между изделием и электродами ионизирована,
а это благоприятно сказывается на
устойчивости горения дуги. При равных
напряжениях подведенных к трехфазной
дуге может гореть не более двух дуг.
Объясняется это тем, что на торце
электрода не могут существовать
одновременно анодное и катодное пятна.
=120˚,
поэтому дуги 1, 2, 3 горят поочередно, а в
переходные моменты - по две дуги
одновременно. Вследствие этого среда
между изделием и электродами ионизирована,
а это благоприятно сказывается на
устойчивости горения дуги. При равных
напряжениях подведенных к трехфазной
дуге может гореть не более двух дуг.
Объясняется это тем, что на торце
электрода не могут существовать
одновременно анодное и катодное пятна.
Для питания трехфазной дуги могут быть использованы однофазные трансформаторы, соединенные соответствующим образом и специальные трехфазные трансформаторы.
С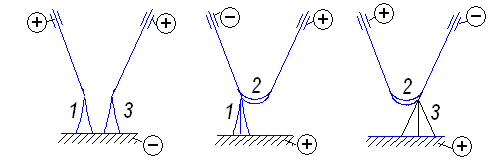 хема
горения трехфазной дуги
хема
горения трехфазной дуги
Существуют три основные электромагнитные схемы источника питания трехфазной дуги для сварки плавящимися электродами: а) с подвижными обмотками; б) с трехфазным дросселем насыщения; в) с магнитной коммутацией



Схема питания трехфазной дуги: с подвижными обмотками; с трехфазным дросселем насыщения; с магнитной коммутацией
В трехфазных трансформаторах с подвижными обмотками при сварке на больших токах наблюдается значительная вибрация подвижных частей. А это приводит к изменению основных параметров сварки, которые сказываются на устойчивом горении дуги.
Трансформаторы с дросселем насыщения просты и надежны в эксплуатации. Однако они не позволяют регулировать напряжение холостого хода.
Наиболее перспективными являются источники питания с магнитной коммутацией. В этих трансформаторах возможно изменение величины напряжения холостого хода и регулирование наклона вольтамперной характеристики, что обеспечивает устойчивое горение дуги.
Механизированная сварка трехфазной дугой применяется для соединения стальных и алюминиевых сплавов больших толщин. Сварка трехфазной дугой 2-2,5 раза производительнее, чем однофазная дуговая сварка. Однако широкого применения сварка трехфазной дугой не получила, так как оказалось неконкурентоспособной с электрошлаковой.
145. Оценка возможности потери устойчивости тонколистовых элементов сварных конструкций.
Наиболее ярко явление потери устойчивости проявляется в тонкостенных конструкциях: в сжатых оболочках и стенках. Поэтому при проектировании таких конструкций одновременно с расчетом на прочность ведется и расчет на устойчивость как отдельных элементов или узлов, так и системы в целом.
Анализ устойчивости представляет собой совокупность приемов, позволяющих предсказывать поведение системы под действием сжимающих сил, определять критическую силу, величину и динамику изменения формы конструкции, не всегда дает надежные ответы на практические вопросы поведения реальных объектов. В качестве примера может служить случай нагружения цилиндрической оболочки осевым сжимающим усилием .
Напряжение потери устойчивости, определенное по классической теории:
![]() ,
,
где h - толщина стенки,R - радиус оболочки.
Многочисленные эксперименты показывают, что реальное напряжение соответствующее началу потери устойчивости имеет величину в 3-4 раза меньшую, чем теоретическое. Возникающие расхождения слишком велики и систематичны чтобы их можно было объяснить случайными причинами. Они возникают из-за того, что реальные оболочки всегда имеют некоторые отклонения fот идеальной формы. Учет начального отклонения формы позволяет получить теоретическое решение в виде интервала критических напряжений, при практических расчетах необходимо ориентироваться на нижнюю границу этого интервала.
При анализе поведения конструкции под действием сжимающих усилий необходимо учитывать характер закрепления ее элементов, наличие или отсутствие пластических деформаций, особенности приложения нагрузки и ряд других факторов.
В сварных конструкциях потеря устойчивости возможна как в результате действия рабочих нагрузок на готовое изделие, так и в процессе изготовления. Последнее происходит в результате появления сжимающих напряжений, вызванных неравномерностью нагрева при сварке.