

123. Газовая сварка. Состав и строение сварочного пламени. Взаимодействие пламени с металлом.
Сварка ацетилено-кислородным пламенем эффективна в ремонтных работах. Однако это - малопроизводительный процесс, требующий высокой квалификации сварщика.
При газовой сварке для нагрева и расплавления металла используется высокотемпературное пламя, образующееся в результате сгорания газа ацетилена в смеси с кислородом. В ряде случаев вместо ацетилена могут использоваться его заменители: пропано-бутан, метан, пары бензина или керосина, МАФ.
Горючий газ и кислород из баллонов (или специального газового генератора) поступают в сварочную горелку, где они смешиваются в определённом соотношении и на выходе из сопла поджигаются. Пламя расплавляет кромки свариваемого изделия и присадочную проволоку, а также выполняет функцию защиты расплавленного металла от атмосферы. Регулировка расхода кислорода и горючего газа осуществляется соответствующими вентилями.
Ацетилено-кислородное пламя состоит из трёх зон: ядра –1, восстановительной (средней) зоны – 2 и факела –3. В первой зоне происходит пирогенное разложение ацетилена в присутствии кислорода на углерод и водород; во второй - сгорание углерода в кислороде, поступающем из горелки; в третьей – дальнейшее окисление продуктов реакций горения и разложения (СО и Н2) кислородом, подсасываемым из окружающей среды. Максимальная температура развивается в средней зоне, в которой и располагают свариваемый металл.
С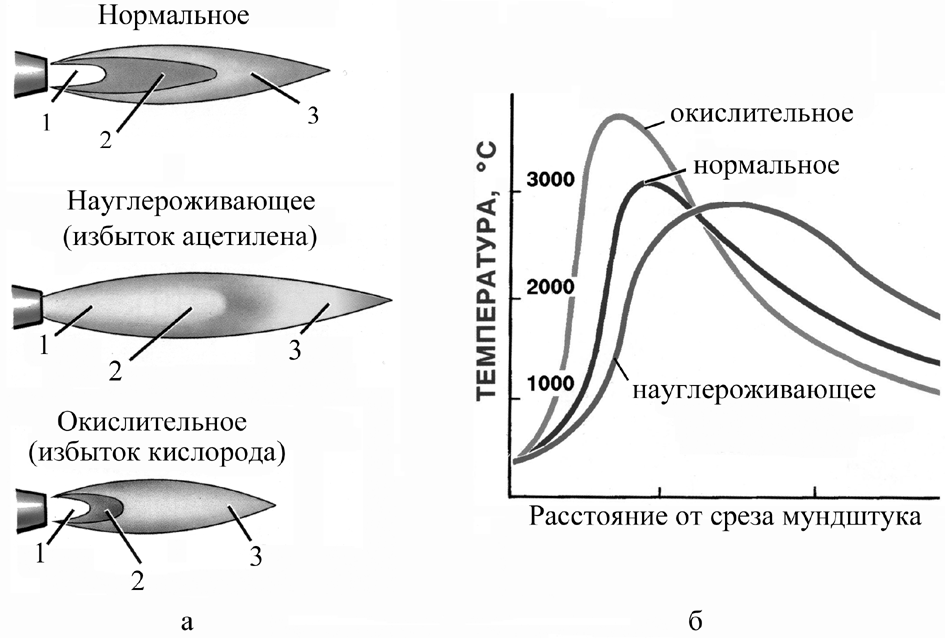 троение
и виды газового пламени (а) и их
температурная характеристика (б); 1 –
ядро, 2 – восстановительная зона, 3 –
факел.
троение
и виды газового пламени (а) и их
температурная характеристика (б); 1 –
ядро, 2 – восстановительная зона, 3 –
факел.
Если объём кислорода меньше, чем объём ацетилена, то при сгорании ацетилена останутся свободные атомы углерода, которые будут повышать содержание углерода в поверхностных слоях металла. Этим иногда пользуются, чтобы упрочнить поверхностные слои изделия.
Если пламя содержит избыток кислорода, то оно сильно окисляет металл. Такое пламя, называемое окислительным и применяют обычно только для подогрева металла.
124. Многопостовые сварочные трансформаторы
В крупных сварочных цехах сварочные посты могут быть расположены отдельными группами на большом расстоянии друг от друга. В этом случае группы постов можно запитать от многопостового сварочного трансформатора. Сварочные посты подключаются к трансформатору параллельно друг к другу. Основным условием устойчивой работы при многопостовом питании является независимость режима работы каждого поста от работы остальных постов. Для достижения этого необходимо, чтобы напряжение источника питания не изменялось с изменением нагрузки, т.е. внешняя ВАХ питания должна быть жёсткой.
Для многопостовой сварки можно использовать трансформатор с нормальным рассеянием, который имеет жесткую ВАХ.
С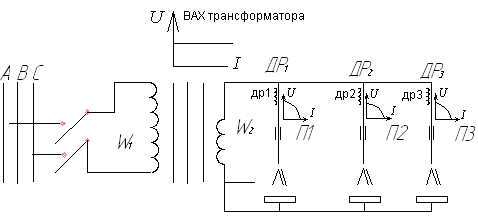 хема
подключения сварочных постов к
трансформатору с нормальным рассеянием
хема
подключения сварочных постов к
трансформатору с нормальным рассеянием
Для многопостовой сварки применяются трехфазные трансформаторы с параллельным питанием нескольких сварочных постов.
Фазовое напряжение должно быть 65-70 В. Регулирование сварочного тока и формирование падающей характеристики на каждом посту осуществляется с помощью дросселя или балластного реостата.
Количество постов, которое можно подключить к источнику питания, можно рассчитать по формуле.
![]()
![]() – число постов
– число постов
![]() – номинальный ток сварочного
многопостового трансформатора
– номинальный ток сварочного
многопостового трансформатора
![]() – сварочный ток поста
– сварочный ток поста
![]() – коэффициент загрузки.
– коэффициент загрузки.
Многопостовые сварочные трансформаторы имеют недостатки: большие потери напряжения и энергии в низковольтовой сварочной цепи; в случае аварии многопостового трансформатора произойдет простой большого числа сварочных постов. Во избежание этого необходимо иметь резервные трансформаторы, что увеличивает затраты на оборудование. Данные недостатки ограничивают применение многопостовых трансформаторов, по этим же причинам количество постов не превышает 9 – 12.