

tem10
.pdfВинокурова Г. Ф., Степанов Б. Л. Инженерная графика. Ч.1: учеб. пособие. – 3-е изд., испр. и доп. – Томск:
Изд-во ТПУ, 2007. – 204 с.
мерно одинакова. Размеры винтов, диаметры их резьб, а также формы головок выбирают из соответствующих стандартов, в каждом отдельном случае в зависимости от характера соединяемых деталей. На рис.
10.34, а показано конструктивное изображение соединения деталей винтом с цилиндрической головкой, выполненное по действительным размерам, взятым из соответствующих стандартов. На рис. 10.34, б – упрощенное изображение этого соединения. При конструктивном изображении соединения показывают зазор между винтом и отверстием, а также конец глухого резьбового отверстия под винт. В отличие от соединения шпилькой линия конца резьбы на винте должна быть выше
линии разъема деталей на 2–3 шага резьбы. Иначе будет невозможна затяжка соединяемых деталей.
10.4. Шпоночные и шлицевые соединения
Шпонка – это деталь, которая устанавливается в пазах двух соединяемых деталей для передачи крутящего момента от одной детали (вала) к другой (зубчатому колесу).
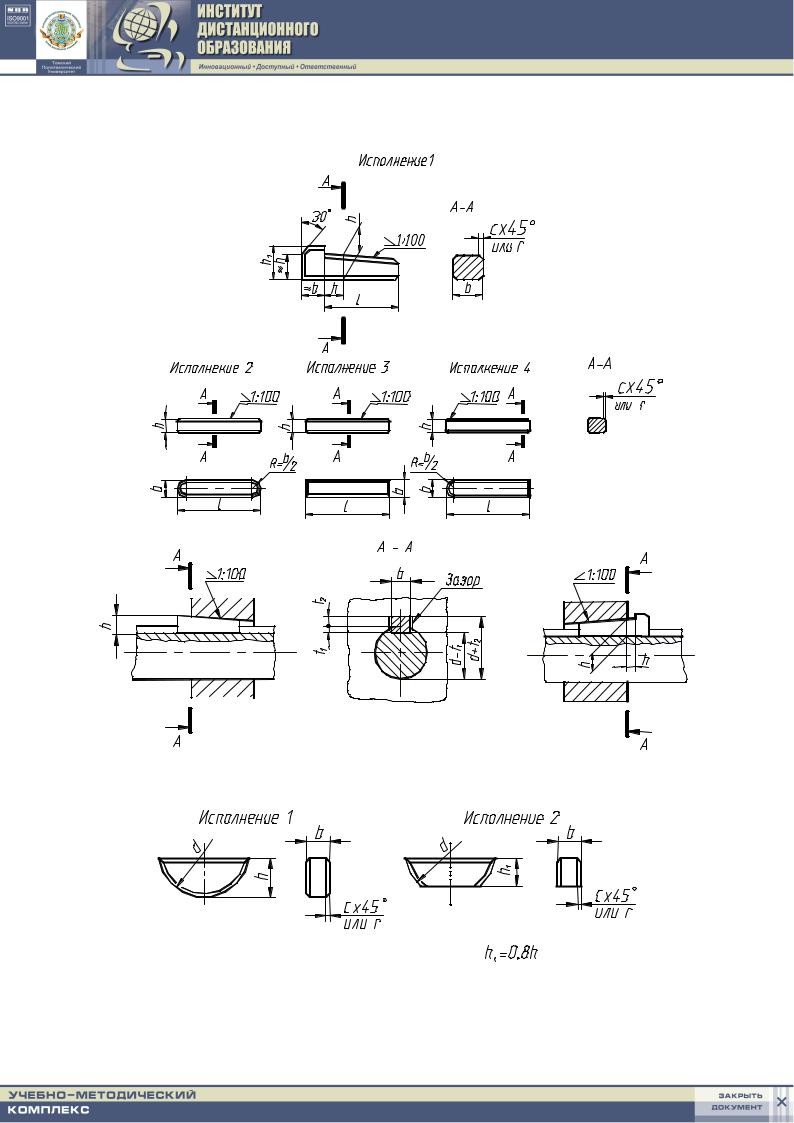
Наиболее распространены шпонки призматические, клиновые и сегментные.
Призматические шпонки бывают обыкновенные, выполняемые по ГОСТ 23360–78, и направляющие – по ГОСТ 8790–79. Клиновые шпонки выполняют по ГОСТ 24068–80 с головкой и без нее. Сегментные шпонки по ГОСТ 24071–80 применяют для соединения с валом деталей, имеющих сравнительно короткие ступицы.
Наиболее широко применяются призматические шпонки, выпускаемые в трех исполнениях (см. рис. 10.35).
Боковые грани у этих шпонок – рабочие.
Сечение шпонки зависит от диаметра вала, длина – от передаваемого крутящего момента и конструктивных особенностей соединения.
В общем случае в условном обозначении призматической шпонки указывается слово «Шпонка», исполнение шпонки (кроме первого), размеры b × h × l и стандарт шпонки.
Пример обозначения:
Шпонка 2 – 18×11×100 ГОСТ 23360–78,
где 2 – исполнение шпонки; 18 – ширина шпонки, мм; 11 – высота шпонки, мм;
100 – длина шпонки, мм.

Винокурова Г. Ф., Степанов Б. Л. Инженерная графика. Ч.1: учеб. пособие. – 3-е изд., испр. и доп. – Томск:
Изд-во ТПУ, 2007. – 204 с.
Рис. 10.35
Клиновые шпонки выпускают по ГОСТ 24068–80 в четырех исполнениях (см. рис. 10.36). Применяют их в тихоходных механизмах. Рабочие поверхности – верхняя и нижняя грани. Между боковыми гранями шпонки и паза – зазоры.
В обозначении клиновых шпонок указываются такие же параметры, как и в призматических шпонках.
Шпонка 4 – 18×11×100 ГОСТ 24068–80,
где 4 – исполнение шпонки; 18 – ширина, мм; 11 – высота, мм;
100 – длина, мм.
Шпонки сегментные выпускают по ГОСТ 24071–80 в двух исполнениях (см. рис. 10.37). Применяют при передаче небольших крутящих моментов (так как глубокий паз ослабляет вал) на концах валов небольших диаметров (d ≤ 55 мм).
Пример условного обозначения:
Шпонка 5×6,5 ГОСТ 24071–80,
где 5 – ширина, мм, и 6,5 – высота шпонки, мм (исполнение 1).
Винокурова Г. Ф., Степанов Б. Л. Инженерная графика. Ч.1: учеб. пособие. – 3-е изд., испр. и доп. – Томск:
Изд-во ТПУ, 2007. – 204 с.
На рис. 10.38 даны примеры нанесения размеров шпоночных пазов.
Рис. 10.36
Рис. 10.37

Винокурова Г. Ф., Степанов Б. Л. Инженерная графика. Ч.1: учеб. пособие. – 3-е изд., испр. и доп. – Томск:
Изд-во ТПУ, 2007. – 204 с.
Рис. 10.38
Шлицевые соединения. Эти соединения называются многошпоночными.
В нем шпонки выполнены как одно целое с валом, что позволяет передавать большие крутящие моменты по сравнению со шпоночным соединением.
Шлицевые соединения изготовляют с зубьями (выступами) прямоугольной, эвольвентной и треугольной формы. В соединении выступы на валу входят в соответствующие впадины такого же профиля соединяемой детали.
Наиболеераспространенышлицевыесоединенияспрямоугольнымпрофилемвыступов, установленныеГОСТ1139–80. Прямоугольныешлицевые соединенияразличаютпоспособуцентрированияступицыотносительно вала. ЦентрированиеосуществляетсяпонаружномудиаметруD, повнутреннемудиаметруd илипобоковымгранямb (см. рис. 10.39).
Согласно ГОСТ 2.409–74 зубчатые поверхности валов и отверстий на чертежах изображают упрощенно. Окружности и образующие поверхности выступов показывают сплошными основными линиями, а окружности впадин – сплошными тонкими. На продольном (осевом) разрезе сплошными основными линиями показывают и поверхность впадин, и поверхность вершин. Шлицы на валу при этом условно показывают неразрезанными (см. рис. 10.39). На поперечном разрезе окружность впадин вычерчивают сплошной тонкой линией. На изображениях, полученных проецированием на плоскость, перпендикулярную оси зубчатого вала или отверстия, показывают профиль одного зуба (выступа) и двух впадин без фасок, канавок и закруглений. Линии штриховки при изображении шлицевого вала и отверстия в продольных разрезах дово-

Винокурова Г. Ф., Степанов Б. Л. Инженерная графика. Ч.1: учеб. пособие. – 3-е изд., испр. и доп. – Томск:
Изд-во ТПУ, 2007. – 204 с.
дят до линий впадин. В поперечных сечениях – до линий выступов.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а |
|
|
|
|
|
|
|
|
|
|
|
|
б |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Рис. 10.39
Границу зубчатой поверхности вала, а также границу между зубьями полного профиля и сбегом показывают сплошной тонкой линией. На чертеже указывают длину зубьев полного профиля l1 до сбега. Допускается дополнительно указывать полную длину зубьев l, наибольший радиус инструмента Rmax, длину сбега l2 (рис. 10.40, а). При продольном разрезе зубчатого соединения показывают только ту часть поверхности выступов отверстия, которая не закрыта валом (см. рис. 10.41).
а |
б |
Рис. 10.40
При обозначении шлицевого соединения учитывается способ центрирования:

Винокурова Г. Ф., Степанов Б. Л. Инженерная графика. Ч.1: учеб. пособие. – 3-е изд., испр. и доп. – Томск:
Изд-во ТПУ, 2007. – 204 с.
а) центрирование по внутреннему диаметру d (см. рис. 10.40, а): d–6×28×34×6, где d – способ центровки; 6 – число зубьев; 28 – внутренний диаметр; 34 – наружный диаметр; 6 – ширина зуба;
б) центрированиеповнешнемудиаметруD (см. рис. 10.40, б):
D–8×32×38×8, где D – способ центровки; |
|
8 – число зубьев; 32 – внутренний диа- |
|
метр; 38 – наружный диаметр; |
|
8 – ширина зуба. |
|
На учебных чертежах обычно ограничи- |
|
ваются указанием числа зубьев, размеров |
|
внутреннего и наружного диаметров и ши- |
|
рины зуба: 8×36×40×7 (рис. 10.41). |
Рис. 10.41 |
10.5. Неразъемные соединения. Соединения сваркой, пайкой и склеиванием
Неразъемные соединения сваркой, пайкой и склеиванием применяются в технологическом оборудовании, в электронных приборах, радиотехнических устройствах, вычислительной технике, устройствах автоматики и телемеханики. Конструктивно и технологически эти соединения весьма разнообразны, поэтому рассмотрим лишь некоторые из них.
Сварные соединения и их изображения
Различают следующие виды сварных соединений:
Стыковое – соединение торцами двух элементов, расположенных в одной плоскости или на одной поверхности (см. рис. 10.42, а). Обозначают буквой С.
Угловое – соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев (см. рис. 10.42, б). Обозначают буквой У.
Тавровое – оединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент (см. рис. 10.42, в). Обозначают буквой Т.
Нахлесточное – соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга (см. рис. 10.42, г). Обозначают буквой Н.
Часть сварного соединения, образовавшуюся в месте соединения в результате сварки и характеризующуюся структурой, отличной от структуры основного металла изделия, называют сварным швом.
Сварные швы подразделяют на следующие: стыковой шов – сварной шов стыкового соединения;
угловой шов – сварной шов углового, таврового и нахлесточного соеди-

Винокурова Г. Ф., Степанов Б. Л. Инженерная графика. Ч.1: учеб. пособие. – 3-е изд., испр. и доп. – Томск:
Изд-во ТПУ, 2007. – 204 с.
нения; точечный шов – сварной шов нахлесточного соединения, в котором связь
между сваренными частями осуществляют в отдельных точках.
а |
б |
в |
г |
Рис. 10.42
Сварные швы делят на типы по следующим признакам: по протяженности, по внешней форме, по форме подготовленных кромок, т. е. торцовых поверхностей свариваемых деталей, по характеру выполненного шва. По протяженности сварные швы могут быть непрерывными и прерывистыми. Непрерывный – сварной шов без промежутковпо длине. Прерывистый – сварной шов с промежутками по длине. Прерывистые швы могут быть цепными и шахматными. Цепной шов – это двусторонний прерывистый шов таврового соединения, у которого промежутки расположены по обеим сторонам стенки один против другого. Шахматный шов – двусторонний прерывистый шов таврового соединения, у которого промежутки на одной стороне полки расположены напротив сваренных участков другой ее стороны.
Для швов угловых, тавровых, а также нахлесточных соединений указывается размер катета. Катет углового шва – это кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
Изображение и обозначение сварных швов
Согласно ГОСТ 2.312–72 швы сварных соединений, независимо от способа сварки, условно изображают так: видимый – сплошной основной линией толщиной s (рис. 10.42, а, в), невидимый – штриховой линией толщиной s/2 (рис. 10.42, б, г).
Видимые одиночные сварные точки, независимо от способа их сварки, условно изображают знаком «+». Знак выполняют сплошными основными линиями. Невидимые одиночные точки не изображают.
Для указания места расположения шва сварного соединения применяют
линию-выноску с односторонней стрелкой, которую вычерчивают сплошной тонкой линией толщиной s/2 – s/3. Наклон линии-выноски к линии шва рекомендуется выполнять под углом 30–60°. К линиивыноске присоединяют горизонтальную полку такой же толщины. В

Винокурова Г. Ф., Степанов Б. Л. Инженерная графика. Ч.1: учеб. пособие. – 3-е изд., испр. и доп. – Томск:
Изд-во ТПУ, 2007. – 204 с.
случае необходимости допускается излом линии-выноски. Предпочтительно проводить ее от изображения видимого шва.
В зависимости от положения стрелки линии-выноски на чертеже условное обозначение наносят так: на полке, если линия-выноска проведена с лицевой стороны шва, – рис. 10.43, а и под полкой линии-выноски, если она проведена с оборотной его стороны, – рис. 10.43, б.
а |
б |
Рис. 10.43
На рис. 10.44 схематично показана структура обозначения стандартного шва согласно ГОСТ 2.312–72.
Рис. 10.44
При обозначении шва на чертеже помещают:
1.Вспомогательныезнакишвапозамкнутойлинииимонтажногошва.
2.Номер стандарта на тип и конструкцию шва.
3.Буквенно-цифровое обозначение шва по указанному стандарту на его конструкцию. Например: С4 – шов стыкового соединения без скоса кромок.
4.Условное обозначение способа сварки (допускается не указывать для ручной электродуговой сварки).
5.Знак  и размер катета шва в мм.
и размер катета шва в мм.
6.Размеры шва (длина провара, диаметр точки и др.).
7.Вспомогательные знаки по дополнительной обработке шва.
Вспомогательные знаки:
№ |
№1 – для прерывистого шва с цепным расположением провариваемых участков с указанием длины участка l и шага t (рис. 10.45);

Винокурова Г. Ф., Степанов Б. Л. Инженерная графика. Ч.1: учеб. пособие. – 3-е изд., испр. и доп. – Томск:
Изд-во ТПУ, 2007. – 204 с.
№2 – для прерывистого шва с шахматным расположением провариваемых участков с указанием размеров l и t (рис. 10.45);
Рис. 10.45
№3 – если требуется снять усиление шва с указанием или без указания шероховатости обработанной поверхности шва; №4 – когда требуется наплывы и неровности шва обработать с плавным переходом к основному металлу;
№5 – когдатребуетсяуказатьразмеркатетапоперечногосеченияшва; №6 – при выполнении шва по замкнутой линии; №7 – при выполнении шва по незамкнутой линии, поясненной на чертеже;
№8 – когда сварку осуществляют при монтаже изделия.
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски (после условного обозначения шва), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов...».
Буквы и цифры в обозначении шва рекомендуется выполнять шрифтом 5 мм, если высота цифр размерных чисел на этом же чертеже принята
3,5 мм.
На рис. 10.46, б дан пример условного обозначения шва, изображенного на рис. 10.46, а. Изображен и обозначен сварной шов стыкового соединения с односторонним скосом одной кромки, двухсторонний (С9), выполненный ручной электродуговой сваркой (ГОСТ 5264–80), усиление шва снять с обеих сторон. Шероховатость поверхности шва с лицевой стороны – , а с обратной стороны – . Шов
обратной стороны – . Шов
 в
в ыполняется при монтаже изделия (знак ).
ыполняется при монтаже изделия (знак ). 
Если на чертеже есть несколько одинаковых швов, обозначение наносят лишь у одного из них, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Швы считают одинаковыми при следующих условиях: одинаковы их типы и размеры конструктивных элементов, к ним предъявляют одни и те же технические требования, они имеют одинаковые условные обозначения. Всем одинаковым швам присваивают один порядковый номер, который наносят: на ли- нии-выноске, имеющей полку с нанесенным обозначением шва; на пол-

Винокурова Г. Ф., Степанов Б. Л. Инженерная графика. Ч.1: учеб. пособие. – 3-е изд., испр. и доп. – Томск:
Изд-во ТПУ, 2007. – 204 с.
ке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны; под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны.
а |
б |
|
Рис. 10.46 |
Упрощения обозначений швов сварных соединений
Если на чертеже есть швы, выполняемые по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа записью по типу «Сварные швы по ГОСТ 5264–80».
В этом случае обозначение сварного шва, указанного выше, упрощается. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиямивыносками без полок, а на линии-выноске, имеющей полку с нанесенным обозначением, указывают количество одинаковых швов. Допускается количество швов не указывать.
На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной половине симметрично изображенного изделия. На чертеже изделия, в котором имеются одинаковые составные части (например, ребра жесткости), привариваемые одинаковыми швами, допускается эти швы отмечать линиями-выносками и обозначение их наносить только один раз. При этом необходимо указывать количество одинаковых швов. Допускается не отмечать на чертеже швы линиямивыносками, а приводить указание по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов, например:
Сварные швы по ГОСТ 5264–80.
Оформление чертежа сварной сборочной единицы аналогично оформлению сборочных чертежей разъемных соединений. Отметим некоторые особенности его выполнения. При изображении в разрезе или сечении сварной конструкции детали соединения должны быть заштрихованы тонкими сплошными линиями в разных направлениях (по общим правилам штриховки разрезов и сечений разъемных соединений). Это