

Билет №15
1. Поршневые насосы (15 б.).
Насосы – машины для перемещения жидкостей и газов.
Работающий насос превращает механическую энергию двигателя в энергию перемещаемой жидкости, увеличивая её давление.
Классификация насосов:
объёмные – работают за счёт вытеснения жидкости из замкнутого пространства насоса телами, движущимися возвратно-поступательно или вращательно;
лопастные или центробежные – за счёт центробежной силы при вращении лопастных колёс;
вихревые – за счёт образования и разрушения вихрей при вращении рабочего колеса;
струйные – за счёт движения струи воздуха, пара или воды.
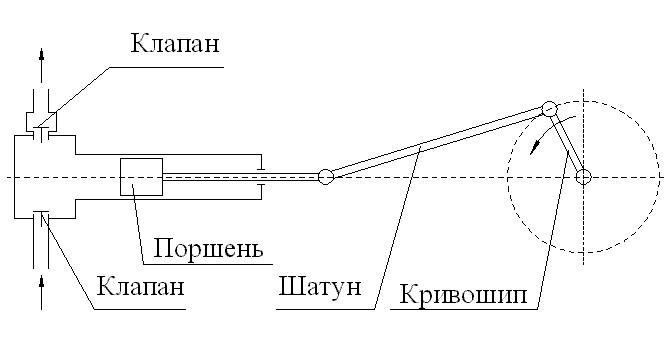
Рисунок 1 – Поршневой насос
За один оборот кривошипа происходит одно всасывание и одно нагнетание. Недостатком таких насосов является сильная пульсация жидкости, поэтому применяют насосы двойного или тройного действия (с двумя или тремя клапанными коробками соответственно).
Производительность поршневого насоса простого действия:
V=Flnη, где F – площадь поршня; l – ход поршня; n – число оборотов кривошипа, η – КПД.
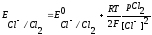
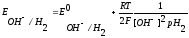
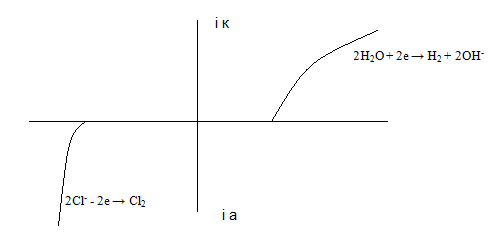
2. Суммарная и электродные реакции при получении хлора и щелочи (20 б.).
2NaCl + 2H2O = Cl2 + H2 + 2NaOH
(+) 2Cl- - 2e → Cl2
(-) 2H2O + 2e → H2 + 2OH-
2Cl- + 2H2O ± 2e = Cl2 + H2 + 2OH-
3. Технология конверсии оксида углерода (II) водяным паром (25 б.).
Проводится после конверсии природного газа по реакции:
CO+H2O=CO2+H2+41,03 кДж/моль
До остаточного содержания СО 0,2 – 0,5%об. Главная цель процесса конверсии – максимально полное получение целевого продукта ВОДОРОДА, т.к. СО является балластом и накапливается в синтез-газе, удаляясь при продувке вместе с водородом. Конверсия СО водяным паром позволяет на 25% увеличить количество получаемого водорода. Кроме того, СО является контактным ядом для катализаторов синтеза аммиака. Как показывает практика, снижение концентрации СО на 0,1% уменьшает количество продувочных газов на 10% и увеличивает производительность по аммиаку примерно на 1%.
Состав технологического газа, определяется равновесием параллельно протекающих независимых реакций. Выбор окислителей и соотношение (Н2О+СО2):СН4 в исходной смеси, влияющей на равновесие реакции, определяется требованиями к составу технологического газа. Конверсии СО является обратимой и экзотермической реакцией и протекает более полнее при снижении температуры, давление не оказывает влияние на степень конверсии.
Степень конверсии можно увеличить путем увеличения содержания пара в реакционной среде или удалением образующегося СО2 из конвертированного газа.
Процесс конверсии протекает только в присутствии катализатора, в современных схемах конверсию СО водяным паром осуществляют в 2 стадии. При давлении 2 – 3МПа.
С температурой 400 0С конвертированный газ из котла-утилизатора (II ступень конверсии) направляется на конверсию оксида углерода (СО).
В первой стадии (высокотемпературная) на железохромовом катализаторе СТК (Fe-Cr), содержание Fe3O4 около 90%
РФ: СТК -1 -5, СТК – 1 -7, СТК – 2М – 9, 482, 481 – 10
CCI: С-12-1
ICI: 15-4
Ядами для катализаторов являются непредельные углеводороды, сульфидные соединения, соединения кремния и фосфора. На активность катализатора оказывает влияние температурный режим процесса. При температуре свыше 530 оС возможно спекание катализатора. Конвертируется значительная часть СО и температура повышается от 320–380 на входе до 400–450 0С на выходе. Выходящая из реактора смесь при температуре 450 оС содержит примерно 3,6% об СО. В паровом котле смесь охлаждается до 225 оС и подается на вторую ступень конверсии.
Вторую стадию (низкотемпературная) осуществляют на медь содержащем катализаторе НТК (Cu) при температуре 240 – 275 0С.
РФ: НТК – 4, НТК – 8, КСО – С
CCI: С-18-14
ICI: 52-3
Остаточное содержание СО после второй ступени 0,2 – 0,55%об. Выходящий из конвектора газ имеет следующий состав (%об): Н2 – 61,7; СО – 0,5; СО2 – 17,4; N2 и другие – 20,1; СН4 – 0,3.
Ядами для НТК являются соединения серы, хлора, фтора, мышьяка.
НТК – относительно новый процесс, который требует применения чистого газа или пара. Главным преимуществом НТК является уменьшение содержания СО.
После второй ступени конверсии СО газ последовательно проходит ряд аппаратов (кипятильник, подогреватель, холодильник) с целью охлаждения до 35 – 45 оС, необходимой для проведения очистки от СО2.
Для увеличения выхода аммиака и увеличения эффективности процесса очистки рекомендуется на стадии охлаждения газа после НТК включать в схему установку селективного окисления СО.
Суть процесса: СО, оставшийся после НТК, селективно окисляется на специальном катализаторе, содержащем металлы платиновой группы. При необходимости селективную очистку от СО осуществляют до остаточного содержания СО 0,02%об. Применение селективной очистки увеличивает срок службы катализаторов синтеза аммиака, темепратура процесса 60 – 150 оС.
В технологических схемах применяется 2 вида аппаратов:
- коаксиальные
- радиальные
К технологической схеме (в тетрадях по осн.напр.ХТНВ):
Газ, поступающий на конверсию, имеет состав: 57% Н2, 22–23% N2, 12–12,5% СО, 7,5–8%СО2, 0,25% Ar, 0,35% СН4. Наибольшее донасыщение газа паром при необходимости осуществляется в увлажнителе 1 за счет впрыска в газ конденсата. Количеством подаваемого конденсата регулируют также температуру на входе в конвертор. В конверторе первой ступени 2 происходит конверсия СО на (Fe-Cr), По мере прохождения катализатора температура повышается до 400–450 0С. Из конвертора газ поступает в котел-утилизатор 3, в котором его теплоту используют для получения пара. Далее газ поступает в теплообменник 4, где осуществляется нагрев газа поступающего на метанирование. Здесь газ охлаждается до температуры 210–220 0С и направляется на конверсию второй ступени 5.