

1.3. Технологическое оборудование
В цехах сварки ООО «ПлаТек» установлено следующее оборудование:
1 - сварочный полуавтомат;
2 – консоли, спаренные в параллелограмм;
3 – система защиты от искр;
4 – переносной набор инструмента;
5 – горелки со встроенными отсосами;
6 – переносные местные отсосы;
Размещение данного оборудования показано на Рис. 1.
Предмет труда: заготовки, подлежащие сварке.
Продукты труда: готовые изделия, сваренные из поступивших заготовок.
Характеристика рабочего места
. План-схема размещения основного технологического оборудования
На рабочем месте сварщика устанавливают сварочный аппарат в защищенном от атмосферных воздействий, хорошо проветриваемом помещении площадью не менее 3 м². Пол кабины выполняется из бетона, а стены помещения не должны отражать сварочные блики, так как это может представлять опасность для глаз. В идеале рабочее место сварщика должно располагаться в специальной кабине, примерная компоновка которой представлена на Рис.1.
Такое рабочее место может быть оборудовано для сварки малогабаритных предметов. Каркас кабины выполняют из металла, а стены — из различных огнестойких материалов. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах. В кабине устанавливают источник сварочного тока (сварочный полуавтомат), металлический стол с решеткой и вытяжным зонтом, стул с подъемным винтовым сидением, стеллажи для необходимых инструментов и материалов, переносные местные отсосы. Правильная организация рабочего места - залог качественной сварки и высокой производительности труда. Сварочные работы на постоянных сварочных постах следует выполнять только при наличии работающей вентиляции. В процессе работы следует применять передвижные воздухоотсосы.
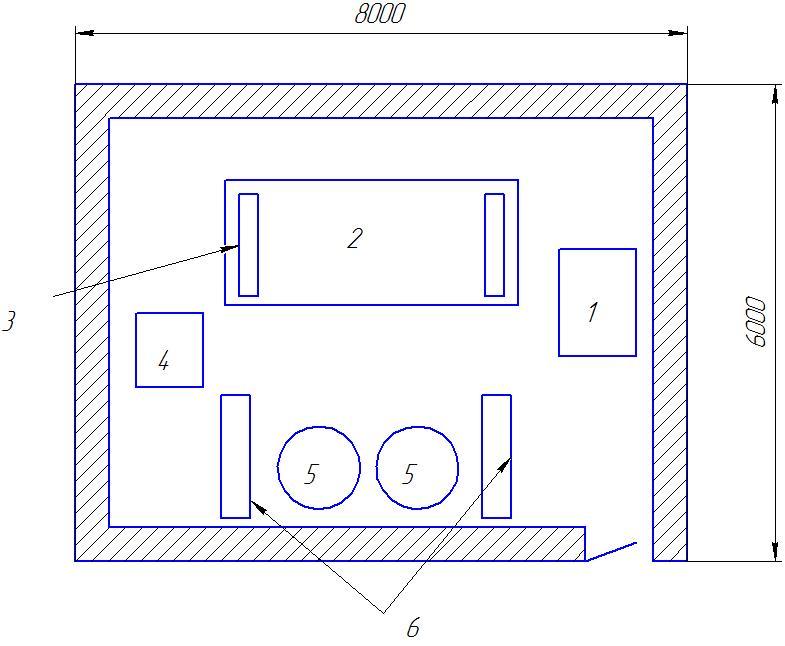
Рис. 1. Схема рабочего места сварщика
Производственное оборудование:
1 - сварочный полуавтомат;
2 – консоли, спаренные в параллелограмм;
3 – система защиты от искр;
4 – переносной набор инструмента;
5 – горелки со встроенными отсосами;
6 – переносные местные отсосы;
Объем помещения: V=144м3.
Количество рабочих в смену – 1 человек.
Работа на данном участке производится в две смены, согласно Правилам внутреннего трудового распорядка, установленным на предприятии [10].
. Описание технологической схемы, технологического процесса
Технологический процесс сварки узла (изделия) представляет собой ряд последовательно выполняемых операций подготовки деталей к сварке, сварки этих деталей и последующей обработки. Сварщик компании «ПлаТек» сваривает приходящие рейки в несущие уголки, которые далее используются для установки и определения каркаса металлических конструкций.
Поступающие к сварщику заготовки проверяются на отсутствие дефектов, трещин и вмятин, согласно ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» и ГОСТ 8713-79«Сварка под флюсом» [2],[8].
Далее сварщик зачищает поверхности, по которым будет производиться сварка, устанавливает заготовки в неподвижные стойки, подключает к заготовкам массовый провод и производит сварку. Затем шов зачищается, проверяется на предмет наличия в нем обрывов, раковин, пустот. В случае обнаружения производится зачистка дефектного участка и повторная сварка.
. Вредные и опасные вещества в рабочей зоне
Согласно ГОСТ 12.1.007-76. «ССБТ. Вредные вещества. Классификация и общие требования безопасности (с изменениями № 1 и № 2)» [4] по степени воздействия на организм вредные вещества подразделяют на четыре класса опасности:
1-й - вещества чрезвычайно опасные;
2-й - вещества высокоопасные;
3-й - вещества умеренно опасные;
4-й - вещества малоопасные.
При сварочных работах появляются вредные газы и аэрозоли, количество и состав которых зависят от способа сварки, свариваемых металлов и сварочных материалов, режима сварки. Особенно опасны для здоровья аэрозоли марганца, которые могут вызвать длительное и стойкое поражение нервной системы, вплоть до паралича. Многие оксиды, попадая на слизистую оболочку органов дыхания, разрушают ее, вызывают аллергические явления, кровотечение и даже бронхиальную астму. Особенно опасны окислы хрома.
При сварке цветных металлов в окружающую среду выделяются вредные газообразные соединения, отравление которыми может пагубно сказаться на здоровье. Поэтому для защиты органов дыхания сварщика следует применять защитные маски и фильтрующие респираторы.
Для того чтобы респиратор не мешал в процессе работы, нужно пользоваться облегченными конструкциями ,которые удовлетворяют следующим требованиям:
респираторы одновременно защищают органы дыхания от очень токсичных как твердых, так и газовых составляющих сварочной аэрозоли;
респираторы совместимы с другими средствами защиты лица, глаз, головы (щитком, очками, каской);
респираторы обеспечивают минимальную нагрузку на дыхательную систему, мягкие ткани лица и голову.
Кроме средств индивидуальной защиты рабочее место сварщика оборудуется приточно-вытяжной вентиляцией, обеспечивающей оптимальный состав окружающего воздуха.