

Содержание:
Введение
Аннотация………………………………………………………………………6
Описание конструкции изделия и условий работы, технико-экономические характеристики; необходимые методы технологических испытаний……………………………………………………………………7-10
Анализ технологичности изделия…………………………………………10-12
Описание схемы сборки……………………………………………………13-15
Расчет усилия запрессовки……………………………………………...…15-20
Подбор оборудования, оснастки…………………………………………..21-23
Расчет технологических параметров сборки………………………….….23-25
Расчёт усилия затяжки……………………………………………………..25-27
Нормирование операций………………………………………………..…28-30
Описание приспособления для запрессовки……………………………..31-32
Описание испытательного стенда…………………...…………….……...32-33
Заключение…………………………………………………………………….34
Список использованной литературы………………………………….……..35
Введение
Выполнение курсового проекта по курсу «Технология машиностроения», является одним из основных этапов практической подготовки инженеров. Практические навыки, приобретенные студентами в период самостоятельной работы над проектом, способствуют закреплению теоретических знаний, полученных в лекционных курсах.
В данном курсовом проекте разрабатывается технологический процесс сборки одноступенчатого цилиндрического редуктора, предназначенного для передачи исполнительному механизму крутящего момента. Выполняется расчет технологических параметров сборки:
Расчет усилий запрессовки
Расчет усилий затяжки резьбовых соединений
Так же производится подбор оборудования и оснастки, нормирование сборочных операций. Приводится описание приспособления для запрессовки – оправки.
Курсовой проект выполнен в современных программных пакетах, таких как «Adem 8.2», «Unigraphics8.5».
Спроектирована объемная модель редуктора, с последующей визуализацией процесса сборки.
1. Аннотация
В данном курсовом проекте разрабатывается технологический процесс сборки на основе 3D модели, в соответствии с требованиями стандартов предъявляемые в технологической документации ЕСТД. Данная модель разрабатывается в системе автоматизированного проектирования NX 8.5.
Abstract
In this course project is developed assembly process based on 3D models, in accordance with the standards imposed in the technical documentation ESTD. This model is developed in CAD system NX 8.5.
2. Описание конструкции изделия и условий работы, технико-экономические характеристики
Редуктор предназначен для передачи исполнительному элементу вращения с частотой 30,5 мин-1 .
Редуктор (Рис 1.) состоит из одной ступени прямозубых цилиндрических передач
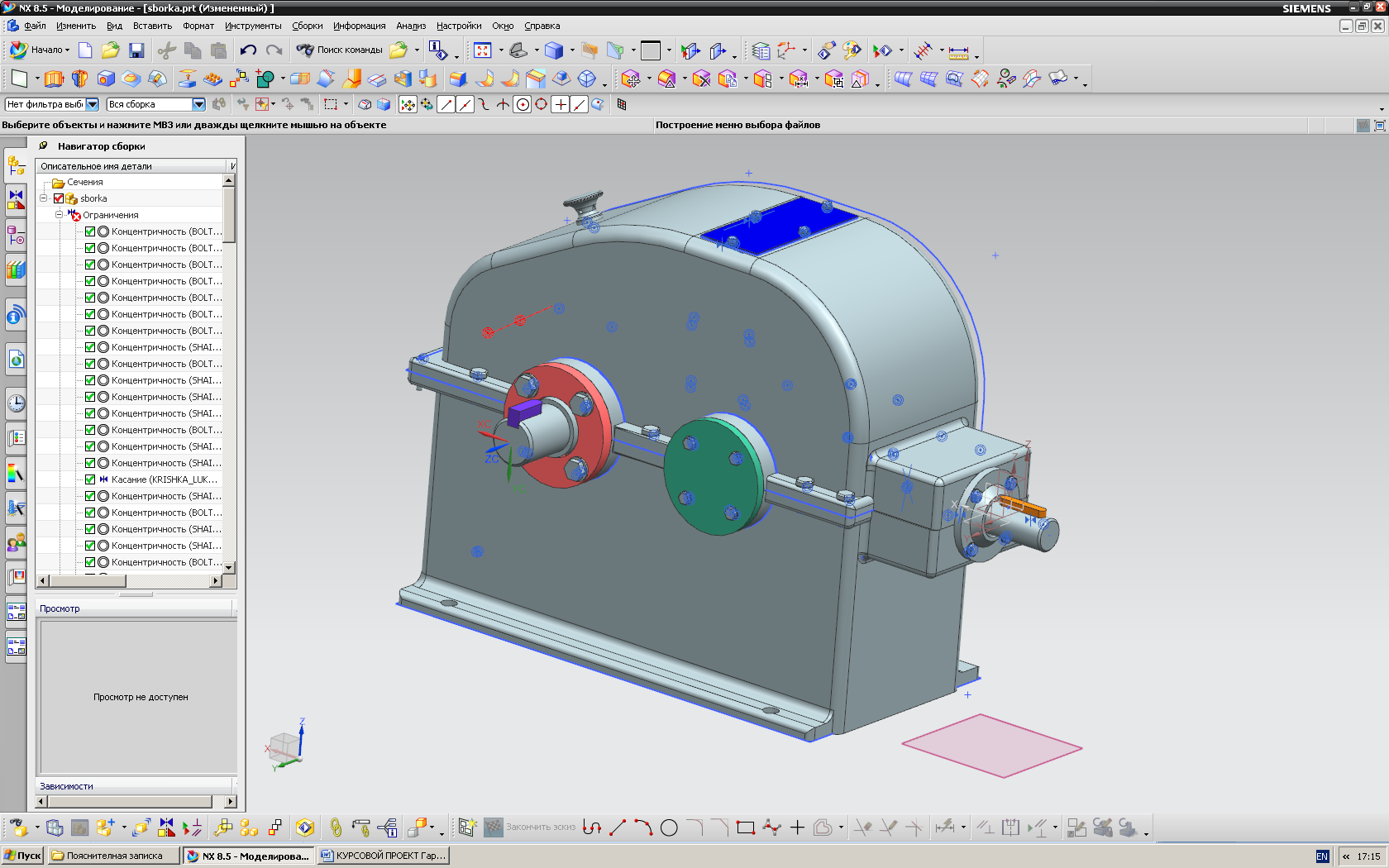
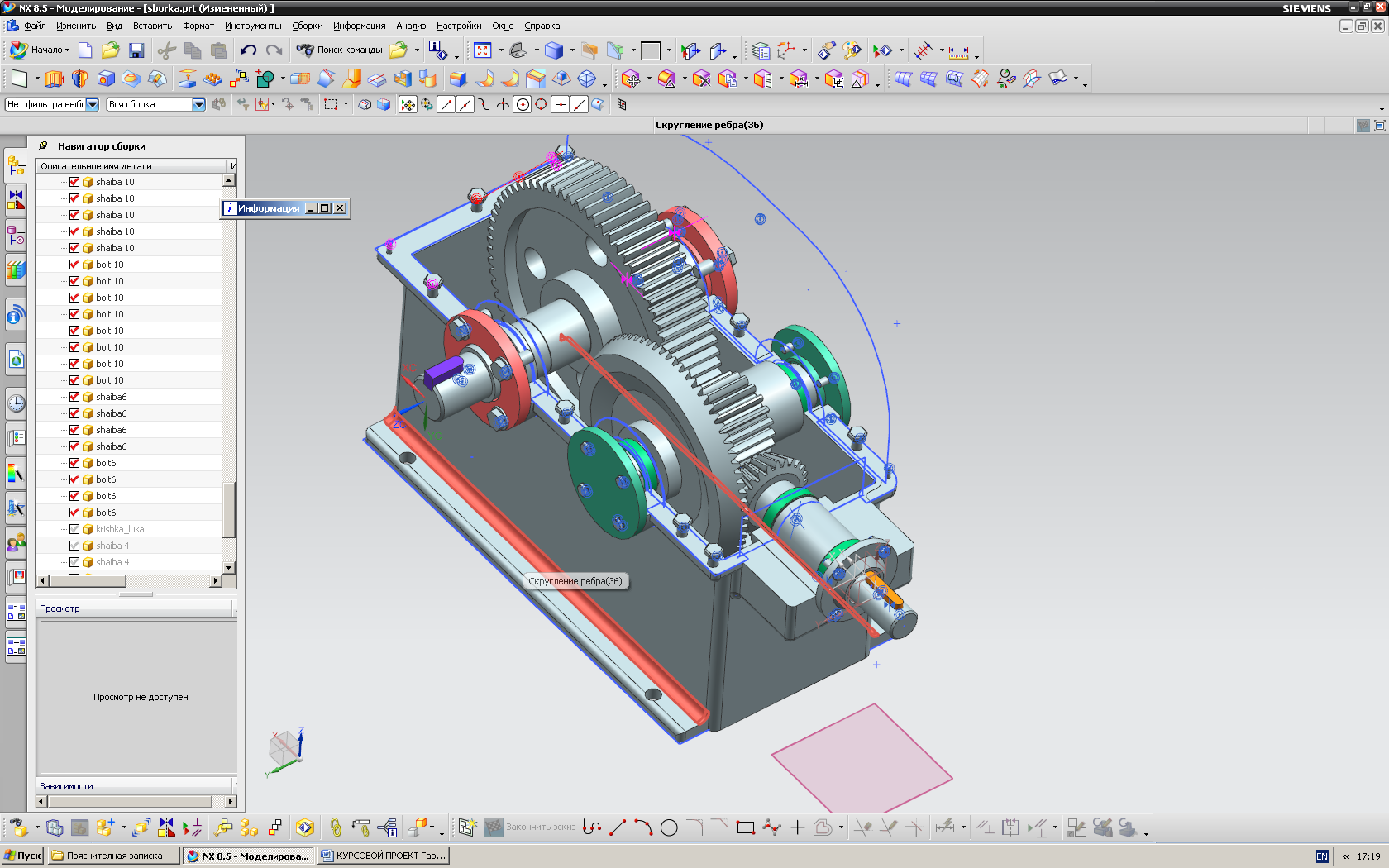
Рис 1. 3D модель одноступенчатого редуктора в сборе
Корпус поз.1 с крышкой поз.2 образует замкнутый объём редуктора, они отливаются из чугуна, в них позиционируются все составные элементы. В нижней части имеются лаповые плоскости в которых позиционируются цекованные отверстия с помощью которых редуктор крепится на раму. В крышке корпуса расположено смотровое отверстие, закрываемое крышкой поз.9. В крышке поз.16 располагается пробковая отдушина для нормализации давления в редукторе с атмосферным давлением, и предотвращения разрушения манжет.
Слив масла осуществляется через отверстие пробки поз.14 с цилиндрической резьбой при её отвинчивании.
Она позиционируется под зубчатым колесом в приливе на корпусе. Заливка и контроль уровня масла производится визуально по пробкам поз.15.
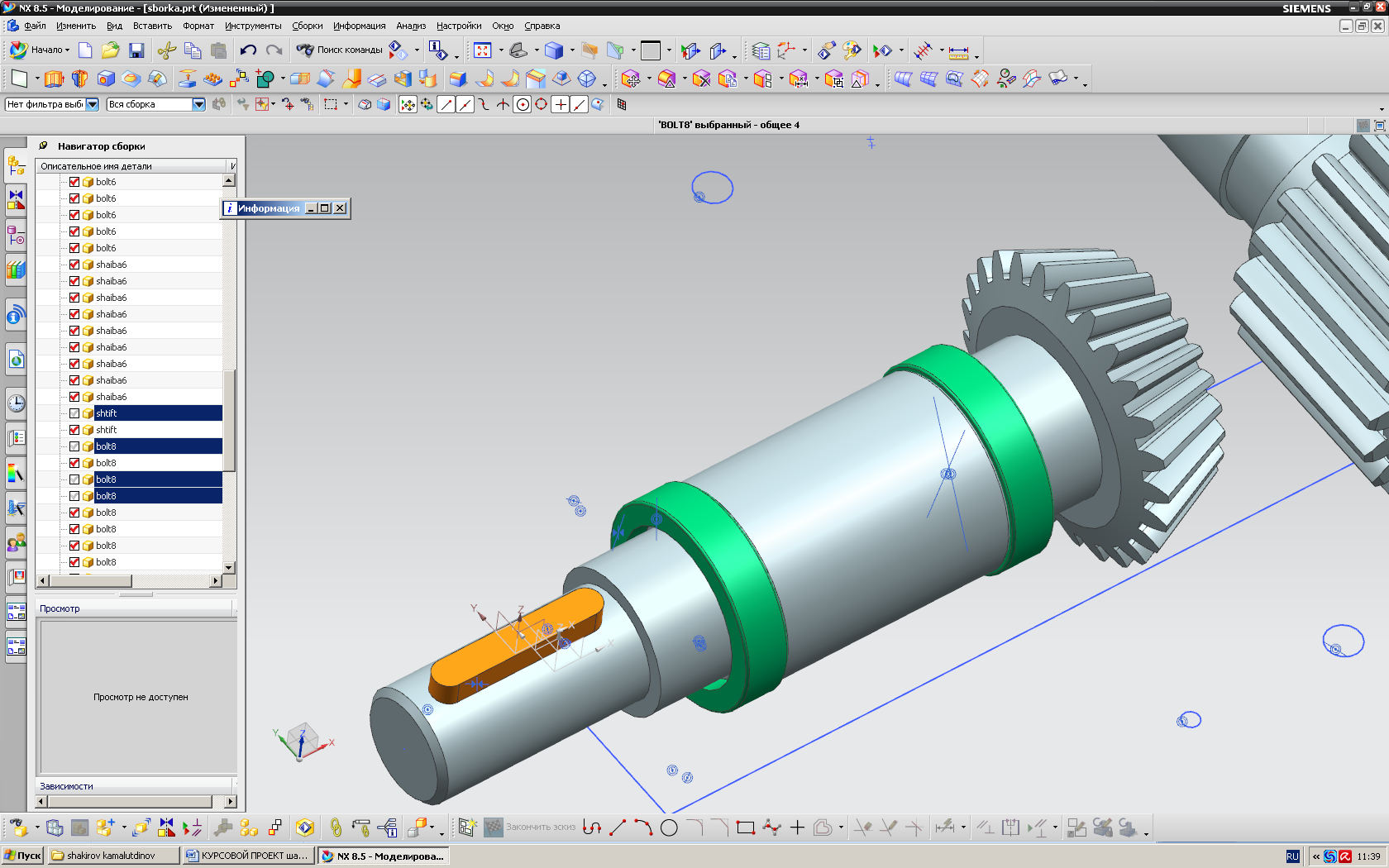
Рис2. 3D модель быстроходного вала-шестерни
Вал-шестерня быстроходный (Рис 2.) поз.4 фиксируется с помощью двух подшипников поз.41. С левого края устанавливается стопорное кольцо поз.35. Между подшипниками ставиться распорная втулка поз. 11. Фиксация внешнего кольца подшипника осуществляется прижатием крышками поз.8.
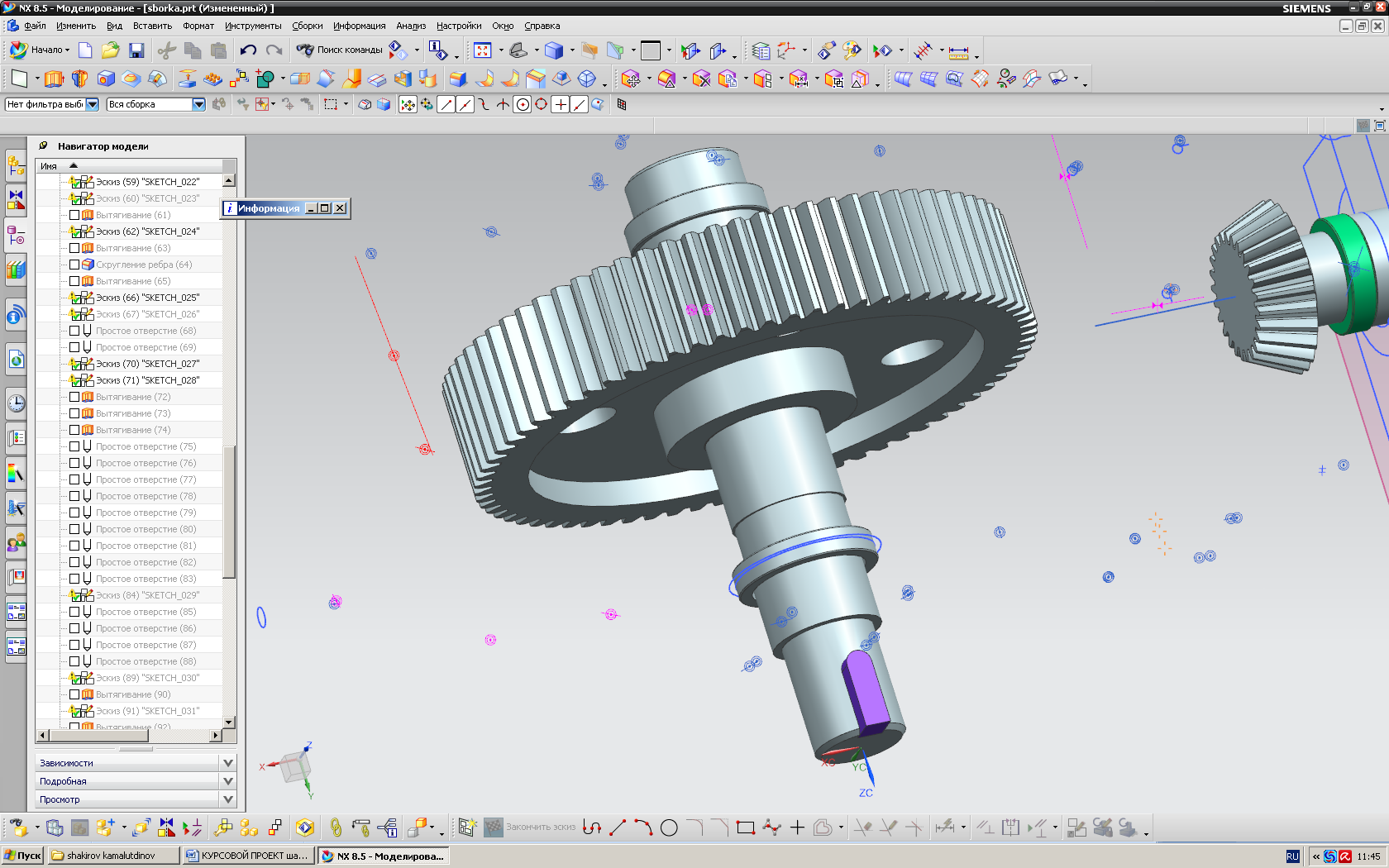
Рис 3. 3D модель тихоходного вала
Вал тихоходный (Рис 3.) поз.3 позиционируется так же по внешнему кольцу подшипника поз.40 и фиксируется прижатием внешнего кольца подшипника крышкой поз.6 На валу расположено напрессованное зубчатое колесо с внутренними зацеплением поз.5. Оно фиксируется прижатием с одной стороны к буртику вала, а с другой стороны распорной втулкой поз.13. Фиксация от поворота осуществляется призматической шпонкой поз.37.
На быстроходном валу и на тихоходном расположены призматические шпонки, запрессованные на валы по посадке с натягом N9/h9 фиксирующие и позиционирующие зубчатое колесо. Подшипники запрессованы на быстроходный вал по посадке с натягом L0/k6. Подшипники запрессованы на тихоходный вал по посадке с натягом L0/k6.Зубчатое колесо запрессованы по посадке Н7/p7.
Технические характеристики:
1. Общее передаточное число U= 7
2. Число оборотов быстроходного вала nвх= 133,6 мин-1
3. Число оборотов тихоходного вала nвых= 30,5 мин-1
4. Мощность редуктора N=0,75 кВт
5.
Коэффициент полезного действия ![]()
6. Масса редуктора m= 35 кг.
7. Габаритные размеры, мм 438×430×420
8. Диаметр выходного вала, мм 45