

7. Проектирование технологической линии
7.1. Разработка технологической схемы
Формование железобетонных изделий в кассетных формах является одним из основных способов изготовления широкой номенклатуры изделий.
Особенностью кассетного способа является формование изделий в вертикальном положении в формах-кассетах, где изделия остаются до приобретения бетоном необходимой прочности. Звено рабочих в процессе производства перемещается от одной кассеты к другой, организуя производственный поток.
Кассетный способ производства имеет ряд преимуществ перед формованием изделий в горизонтальном положении. При кассетном способе изделия имеют гладкую, хорошего качества поверхность, высокую точность размеров. Этот способ позволяет сократить время тепловой обработки. Кроме того изделия можно транспортировать с распалубочной прочностью. Этот способ обеспечивает более высокую производительность труда, на изготовление изделия требуется меньший расход пара.
Однако кассетный способ имеет и ряд недостатков: он требует применения более подвижных бетонных смесей, даёт некоторый перерасход цемента; значительно выше металлоёмкость форм, кроме того изделия имеют неодинаковую прочность по сечению.
Принимаем данный способ для производства рам, как наиболее приемлемый с технологической точки зрения и рациональный с экономической.
Основным оборудованием кассетной формующей линии являются кассетные формы.
Все технологические операции ( раскрытие, выемка готовых изделий, очистка и смазка, сборка, установка арматурных каркасов и закладных деталей, формование) идут одна за другой поочерёдно для всех кассет цеха, после распалубки изделия устанавливают на стеллажи дозревания.
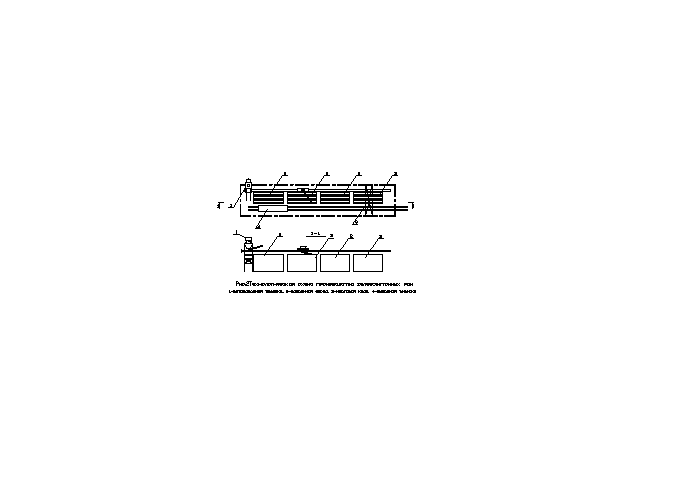
Принципиальная технологическая схема производства рам приведена на рис. 2
7.2. Подбор основного технологического оборудования
Кассетно-формовочная установка состоит из кассетной формы и машины для сборки и разборки кассет. Машина для сборки и разборки кассет состоит из рамы, гидроцилиндра, системы запорных рычагов с амортизаторами, регулировочных винтов, гидроаппаратуры и электрооборудования. Кассетная форма представляет собой пакет металлических стенок и отсеков между которыми образованы формовочные отсеки. Все стенки формы, кроме съёмной, снабжены бортовой оснасткой в соответствии с толщиной формуемых изделий. На консольных участках промежуточных стенок с обеих сторон на кронштейнах смонтированы электромеханические вибраторы ИВ-68, предназначенные для вибрации стенок в процессе заполнения кассетной формы бетонной смесью.
В соответствии с размером изделий подбираем кассетно-формовочную установку: СМЖ 3302.
Таблица №5. Техническая характеристика кассеты.
|
Показатель |
СМЖ 3302 |
|
Габаритные размеры установки, м Длина Ширина Высота Число отсеков Число вибраторов Установленная мощность, кВт Масса, т |
9,52 4,09 4,27 10 10 4 102,55 |
Необходимое количество кассетно-формовочных установок подбираем по формуле:
![]() (20)
(20)
Пм – количество кассет подлежащих установке.
Пm – требуемая производительность.
Пп – производительность кассеты.
Квп – коэффициент использования оборудования.
![]()
Значит устанавливаем в цехе шесть кассетно-формовочных установок.
Для вывоза готовых изделий из формовочного цеха принимаем к работе самоходную тележку СМЖ - 151. Она состоит из рамы, привода передвижения, двух ведущих и двух ведомых колёс. К раме в поперечном направлении приварены балки на которые укладываются железобетонные рамы.
Таблица №6. Техническая характеристика тележки
-
Показатель
СМЖ - 151
Грузоподъёмность, м
Предельная дальность хода, м
Скорость передвижения, м/мин
Установленная мощность, кВт
Габаритные размеры, мм
Длина
Ширина
Высота
Масса, кг
20
120
31,6
7,5
7490
2573
1450
4500
Бетонную смесь при формовании изделий подают в кассетно-формовочную установку бетонораздатчиком СМЖ – 306. На раме бетонораздатчика смонтированы привод передвижения, ленточный питатель с приводом ее механизм поворота. Привод передвижения состоит из электродвигателя, редуктора с колодочным тормозом и цепной передачи на вал приводного ската. Механизм поворота представляет собой поворотную раму, поворачивающуюся на опорных конических катках от привода, смонтированного по схеме электродвигатель – клиноременная передача – редуктор – открытая коническая зубчатая передача – цевочная передача.
Передвигаясь по рельсовому пути вдоль отсеков кассет, бетонораздатчик перегружает бетонную смесь с ленты эстакадного ленточного конвейера на поперечно расположенную ленту консольного питателя, из которого она через поворотную течку попадает в заполняемый отсек.
Таблица №7. Техническая характеристика бетонораздатчика СМЖ – 306.
|
показатель |
СМЖ – 306 |
|
Производительность, м3/ч Скорость передвижения, м/мин Угол поворота стрелы вокруг вертикальной оси, град. Ширина ленты питателя, мм Установленная мощность, кВт Габаритные размеры, мм Длина Ширина Высота Масса, кг |
37,5 11,7 120
500 4,5
9200 5700 2400 7000 |
Таблица №8. Ведомость оборудования цеха.
|
Наименование |
Краткая хар-ка |
Мощность эл. двиг. кВт |
Кол-во |
|
Кассетно-формовочная установка СМЖ – 3302 |
Габаритные размеры 9,52/4,09/4,27 число отсеков 10 |
4 |
6 |
|
Самоходная тележка СМЖ – 151 |
Грузоподъёмность Т-20 |
7,5 |
1 |
|
Бетонораздатчик СМЖ – 306 |
Производительность 37,5м3/ч |
4,5 |
1 |
|
Мостовой кран |
Грузоподъёмность 25 т. |
38,4 |
2 |