

Гравирование
Прошивание отверстий
прошивание криволинейных отверстий.
Изготовление мелких сеток.
Затачивание инструмента разрезания, шлифования и т.д.
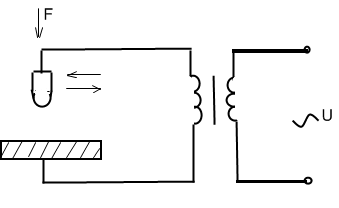
5.3.Электроимпульсная обработка.
Основание на использование электроэрозии, её основное отличие от электроимпульсной обработки в том , что электроимпульсная обработка в виде импульса, т.е. дуга малой длительности. В качестве рабочей жидкости используется керосин или минеральной масло.
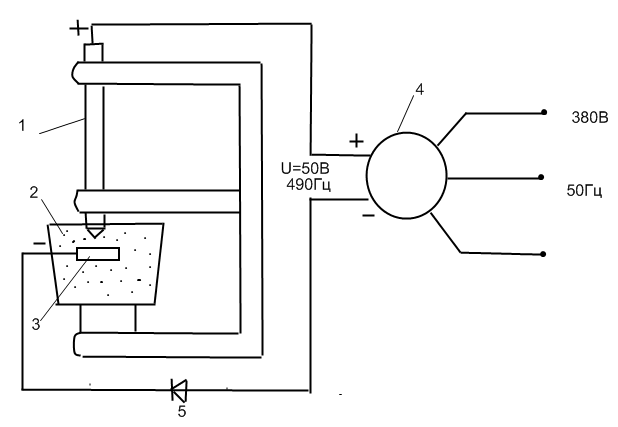
Электрод-инструмент.
Ванна с рабочей жидкостью.
Обрабатываемая деталь.
Преобразователь.
Выпрямитель однополупериодный.
При электроимпульсной обработке обрабатываемая деталь соединяется с катодом источника, а электрод инструмент и анодом. Электроимпульсная обработка металла производительнее и достигается использованием энергии импульсов. В электроимпульсных обработках применяются импульсные генераторы и выпрямительные блоки. В качестве выпрямителей используются селеновые элементы. Электроинструмент изготавливают из меди, чугуна, сплавов алюминия и графита. В качестве рабочей жидкости используется трансформаторное масло, керосин и т.д.
5.4.Анодно-механическая обработка.
Изобретена в СССР, применяется для резки металла, заточки режущих инструментов из твердых сплавов, шлифование и т.д. При этой обработке поверхность обрабатываемой заготовки является анодом, а инструмент - катодом. В зазоре между ними находится электролит из-за которого возникают электрохимические процессы между электродом и заготовкой. Металл заготовки при этом растворяется с образованием на её поверхности непроводящей пленки, движущийся инструмент по поверхности заготовки механически удаляет эту пленку, процесс растворения продолжается..
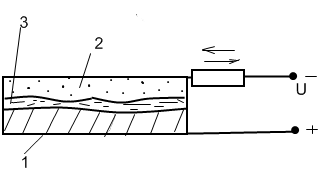
обрабатываемая деталь.
рабочая жидкость.
пленка (продукты растворения заготовки)
электрод-инструмент до 24В.
В качестве электролита используется силикат натрия (жидкое стекло). При малых I и U происходит электрохимического (анодного) растворения. При больших I и U главное значение имеет тепловое действие, т.е. выступ на обрабатываемой поверхности не только обрабатываются, но и плавятся.
Затачивание режущего инструмента
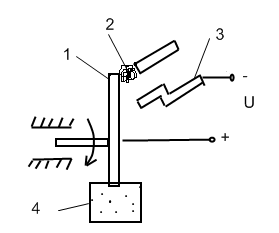
вращающийся за круг- инструмент.
рабочая жидкость.
затачивающий инструмент.
ванна для сбора рабочей жидкости.
Анодно-механическая обработка используется также для затачивания режущего инструмента. В качестве электролита при этом используется также жидкое стекло. Скорость обработки зависит от плотности тока. Так, например, грубая обработка проводится при плотности тока 15-20 А/мм2. Шлифование и доводка при плотности тока 4-6 А/см2.
Рабочее напряжение составляет 124 В, при этом используется вращающийся лист между катодами.
5.5.Электоро-контактная обработка.
Электоро-контактная обработка основана на использовании электрического тока при прохождении которого, через место соприкосновения инструмента и обрабатываемого изделия выделяется тепловая энергия при этом пропускают электрический ток через заготовку и инструмент.
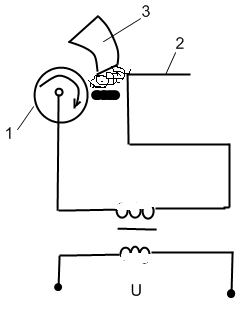
Диск- инструмент.
Заготовка.
подача охлаждающей жидкости.
В месте контакта инструмента и заготовки выделяется тепловая энергия, вследствие большого переходного сопротивления, в результате металл заготовки размягчается , что облегчает его обработку.
Тепловая энергия выделяется в месте контакта, также за счет искровых разрядов.
 ,
,
tg – время воздействия на деталь.
dg - диаметр детали.
Vg - скорость.
Электромагнитный способ обработки материала позволяет производить разрядами сглаживание и полирование. Используется переменное напряжение.
U=(0,13,0), В
J=5-300 А/см2.
Наиболее эффективная электроконтактная обработка используется для чистовых и получистовых операций (обдарка, очистка )различных заготовок из трудно обрабатываемых сплавов, температура инструмента – длина значительно меньше чем температура детали, так как длительность воздействия тока на точки его рабочей поверхности намного меньше .
Достоинства метода:
Высокая производительность;
применение дешевого и несложного инструмента.
Работа при невысоком напряжении переменного тока.
Низкое удельное давление.
Возможность обработки без охлаждающей жидкости и с жидкостью.
Электроконтактная сварка.
Сглаживание происходит с помощью ролика или галечного инструмента перемещающегося вдоль шероховатой поверхности обрабатываемой детали под давлением