

1.8. Электрический расчет печного сопротивления
В результате электрического расчета должны быть определены параметры нагревательного элемента. Электрический расчет ведут в следующей последовательности:
Считают, что тепло от нагревателя к изделиям передается лучеиспусканием, т.е. в основе расчета лежит закон Стефана- Больцмана Е=G’I”.
Считают, что нагреватель в виде сплошного листа охватывает изделие со всех сторон и тепловые потери отсутствуют. Пользуясь действием лучеиспускания для такого идеального нагревания, находят удельную мощность по функции:
ω
ид=3.84∙![]() ,
Вт/
,
Вт/![]()
здесь ω ид- удельная поверхностная мощность сусального нагревания,
Тн- абсолютная температуре нагревания,
Тизд- абсолютная температура нагреваемого изделия,
3,84∙![]() -
коэффициент для получения удельной
поверхностной мощности в Вт/
-
коэффициент для получения удельной
поверхностной мощности в Вт/![]() .
.
Для реального нагревания удельная поверхностная мощность будет меньше, и она вычисляется по формулам:
![]() ,
,
![]()
Cэф - коэффициент эффективности нагревания зависящий от его материала и конструкции С эф=0,3÷0,8.
Определим номинальную мощность, отдаваемую нагреваемым изделием:
Рном=ω∙F
Где F- площадь поверхности нагревателя.
Считая, что нагреватель при прохождении тока выделяет мощность равную Р=IU и приравнять Рном=Р и после исходных преобразований получим :
Рном
= Р =![]() ,
где
,
где
![]() -
приложенное напряжение
-
приложенное напряжение
![]() -сечение
нагревательного элемента
-сечение
нагревательного элемента
ρ-удельное сопротивление
![]() -длина
нагревательного элемента
-длина
нагревательного элемента
1.9. Измерение температуры в печах.
Для соблюдения необходимого температурного режима в печах производят измерение температур. С этой целью используются:
Ртутные термометры (240÷600)°С.
Термометры сопротивления, предел измерения до 600°С.
Термоэлектрические термометры , до 2500°С.
Пирометры излучения, до 4000°С.
Тема №2
Индукционные печи.
Они работают на принципе электромагнитной индукции. Нагрев осуществляется за счет вихревых токов индуктируемых в нагревательном изделии:
q=![]() -e=
-e=![]()
Для трансформатора индуктируемая электродвижущая сила Е=4,44ωfФm.
Индукционные печи бывают 2 типов:
Индукционные канальные печи (печи со стальным сердечником)
Индукционные тигельные печи.
Достоинствами индукционных печей являются:
Простота конструкции.
Малый угар металлов.
Сравнительно малый удельный расход электрической энергии.
Применяются для плавки цветных металлов и сплавов для получения легированных сталей, а также для термообработки различных деталей и изделий.
Индукционные канальные печи.
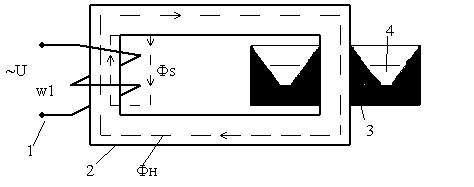
1,2 – печной трансформатор
3- канал печи
4- жидкий металл.
Печь со стальным сердечником представляет собой устройство, напоминающее двухобмоточный трансформатор в котором роль второй обмотки выполняет замкнутый круговой канал из жидкого металла. Эти печи используются в основном для плавки металлов со сравнительно невысокой температурой плавления. Недостатки печей:
Необходимость оставления части металла «болота» при сливе.
Сложность перехода к плаке других металлов.
Малая стойкость и сложность изготовления футеровки.
Применяются для выплавки меди, латуни, цинка, алюминия.
Тигельные индукционные печи.
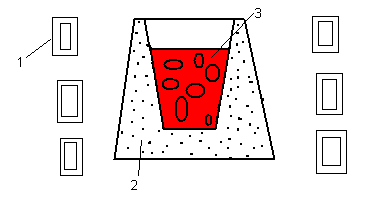
индуктор
тигель
жидкий металл.
Нагрев и расплавление металлической шихты происходит за счет наведения в металле ЭДС и возникновения за счет этого токов. По частоте питающего тока тигельные печи делятся на:
печи промышленной частоты 50Гц.
печи повышенной частоты 500÷400Гц.
печи высокой частоты 50÷1000кГц.
Источниками питания печей повышенной частоты являются электромашинные генераторы. Для питания печей высокой частоты применяются ламповые генераторы и тиристорные преобразователи частоты (инверторы).
Эти печи применяются для выплавки высококачественных сталей и сплавов с добавлением Ni, Mg, Cu, Al.
Достоинства:
легкость получения высоких температур.
получение химически чистых сплавов.
Интенсивное перемешивание сплавов электромагнитными силами.
Малая окисляемость, малый угар компонентов сплава
Возможность проведения плавки в вакууме или среде инертных газов.
Простота конструкции.
Высокая производительность.
Недостатки:
Сложные источники питания печей повышен6ной и высокой частоты.
Низкий КПД 0,4÷0,7.
Высокая стоимость.
Схема питания индукционных печей.
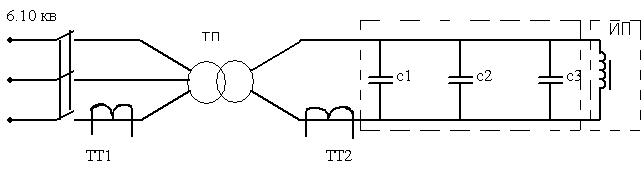
ТТ1,ТТ2- токов трансформаторы.
С1,С2,С3- батарея конденсаторов (для компенсации).
ИП - индукционная печь.
ТП - печной трансформатор (понижающий).
После питания канальных печей со вторичной обмотки трансформатора снимается напряжение 220,380,500 В промышленной частоты. Печи могут быть с одно- или трехфазной схемой питания. Печи малой мощности подключаются непосредственно к сети 38/0В. Схема питания тигельных печей промышленной частоты аналогична.
Схема питания индукционных печей повышенной частоты:
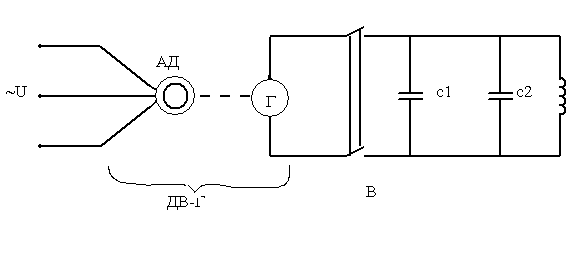
Индукционные тигельные печи применяются для плавки небольших количеств металлов и сплавов на мощности 25,60Квт с емкостью тигеля 25,50кг.