

1'Ис. 3.9. Механическое защитное устройство
< подвижным экраном для однокривошни-
Вого открытого пресса
76
Безопасность труда в кузнечно-прессовых цехах
 ного
устройства с подвижным экраном
однокривошипных открытых прессов
усилием 100-1000 кН (ЭНИКМаш, г. Воронеж). В
исходном положении нештоковая
полость пневмоцилиндра 4
соединена
с атмосферой, и воздух, поступающий из
пневмосети 8
в
штоковую полость, удерживает шток 9, а
следовательно, и щиток 1
в
исходном
положении. При включении пресса на
рабочий ход воздух через
'клапаны 6 и 5 подается в нештоковую
полость пневмоцилиндра,
и щиток, перемещаясь в крайнее нижнее
положение, закрывает
доступ в рабочую зону пресса.
ного
устройства с подвижным экраном
однокривошипных открытых прессов
усилием 100-1000 кН (ЭНИКМаш, г. Воронеж). В
исходном положении нештоковая
полость пневмоцилиндра 4
соединена
с атмосферой, и воздух, поступающий из
пневмосети 8
в
штоковую полость, удерживает шток 9, а
следовательно, и щиток 1
в
исходном
положении. При включении пресса на
рабочий ход воздух через
'клапаны 6 и 5 подается в нештоковую
полость пневмоцилиндра,
и щиток, перемещаясь в крайнее нижнее
положение, закрывает
доступ в рабочую зону пресса.
В нижнем положении штанга 2 взаимодействует с микропереключателем 3, подающим команду на рабочий ход пресса. Если рука находится в рабочей (опасной) зоне, то включения пресса на рабочий ход не произойдет, а щиток благодаря постоянному подпору воздуха в штоковой полости пневмоцилиндра не окажет на руку болезненного воздействия. Воздух из пневмосети муфты 7 через клапаны б и 5 поступает в нештоковую полость пневмоцилиндра, а щиток удерживается в нижнем положении вплоть до отключения муфты. При ее отключении воздух из нештоковой полости выбрасывается в атмосферу, а щиток поднимается в исходное положение.
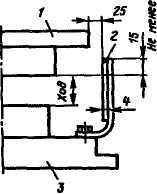
Рис. 3.11. Подвижное защитное устройство, ограждающее опасную зону штампового пространства:
/ — ползун; 2 — стойка; 3 — решетка; 4 — стол
Рис. 3.10. Неподвижное ограждение:
1 — подвижная траверса пресса; 2 — ограждение; 3 - стол
Н еподвижное
ограждение должно иметь зазоры, как
показано нарис.
3.10. Решетка подвижного защитного
устройства движется вертикально
вверх синхронно с ходом ползуна при
движении
его вниз (рис. 3.11). На рис. 3.12 показано
подвижное ограждающее устройство с
рычажным приводом. Применяют подвижное
защитное
устройство на прессах, отводящее руки
еподвижное
ограждение должно иметь зазоры, как
показано нарис.
3.10. Решетка подвижного защитного
устройства движется вертикально
вверх синхронно с ходом ползуна при
движении
его вниз (рис. 3.11). На рис. 3.12 показано
подвижное ограждающее устройство с
рычажным приводом. Применяют подвижное
защитное
устройство на прессах, отводящее руки
Требования к материалам и оборудованию
77


/ — подвижная траверса; 2 — рычаг; 3 — решетка; 4 — стол

Рис. 3.13. Подвижное защитное устройство, отводящее руки работающего:
1 — верхний рычаг; 2 — стойки; 3 — подвижная траверса ; 4 — отводящий рычаг
работающего без их зажима (рис. 3.13) и с зажимом (рис. 3.14).
Максимальная ширина отверстий в сплошных ограждениях и расстояния между прутками в решетчатых ограждениях должны определяться по формуле s = L/60 + 6 мм, где L — расстояние от ограждения до движущихся частей штампа (ОСТ 2 П.74—13 — 80. Штампы для листовой штамповки. Требования безопасности).
П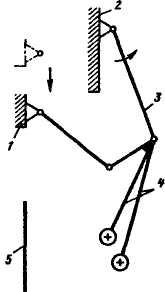 ри
наличии устройства для автоматической
подачи заготовокв
штамп и удаления из штампа отходов и
деталей необходимо применять
ограждения, исключающие доступ рук в
опасную зону. Ограждение не должно
мешать
наблюдению за процессом штамповки
и должно иметь блокировку, отключающую
пресс при открытии ограждения. Подача
заготовок в штамп и удаление
ри
наличии устройства для автоматической
подачи заготовокв
штамп и удаления из штампа отходов и
деталей необходимо применять
ограждения, исключающие доступ рук в
опасную зону. Ограждение не должно
мешать
наблюдению за процессом штамповки
и должно иметь блокировку, отключающую
пресс при открытии ограждения. Подача
заготовок в штамп и удаление
Рис. 3.14. Схема защитного устройства с зажимом рук:
/ — подвижная траверса; 2 — неподвижная стойка;
3 — верхний рычаг; 4 — рычаги с роликами для
зажима рук; 5 — граница опасной зоны
78
Безопасность труда в кузнечно-прессовых цехах
 отштампованных
деталей из штампа вручную или пинцетом
допускается
только при наличии на прессах эффективных
защитных устройств,
выдвижных или откидных матриц,
сблокированных с включением
пресса, или специальных приспособлений
к прессу, устраняющих
опасность травмирования рук работающих.
В рабочем положении
зазор между рукоятками клещей,
предназначенных для удержания мелких
заготовок и для работы одной рукой,
должен быть не менее
20 мм в соответствии с ОСТ 2 П.73Н — 80.
«Штампы для
объемной штамповки. Инструмент дли
ковочных работ Требования
безопасности». Для клещей, предназначенных
для удержания
крупных заготовок и для работы двумя
руками, этот зазор должен
быть не менее 45 мм Для ограничения
движения рукояток с целью предотвращения
зажатия ими пальцев рук должна
предусматриваться возможность
установки упора. Me
аду упором и противоположной
рукояткой в рабочем положении должен
быть зазор не менее
10 мм. Во избежание травмирования на
концы рукояток клещей на глубину до
150 мм рекомендуется плотно надевать
отрезки резинового шланга длиной 200 —
250 мм.
отштампованных
деталей из штампа вручную или пинцетом
допускается
только при наличии на прессах эффективных
защитных устройств,
выдвижных или откидных матриц,
сблокированных с включением
пресса, или специальных приспособлений
к прессу, устраняющих
опасность травмирования рук работающих.
В рабочем положении
зазор между рукоятками клещей,
предназначенных для удержания мелких
заготовок и для работы одной рукой,
должен быть не менее
20 мм в соответствии с ОСТ 2 П.73Н — 80.
«Штампы для
объемной штамповки. Инструмент дли
ковочных работ Требования
безопасности». Для клещей, предназначенных
для удержания
крупных заготовок и для работы двумя
руками, этот зазор должен
быть не менее 45 мм Для ограничения
движения рукояток с целью предотвращения
зажатия ими пальцев рук должна
предусматриваться возможность
установки упора. Me
аду упором и противоположной
рукояткой в рабочем положении должен
быть зазор не менее
10 мм. Во избежание травмирования на
концы рукояток клещей на глубину до
150 мм рекомендуется плотно надевать
отрезки резинового шланга длиной 200 —
250 мм.
Плиты штампов по всей фронтальной стороне должны быть окрашены в сигнальные цвета по ГОСТ 12.4.026 — 76*.
Опасные зоны горизонтально-гибочных машин — движущиеся части привода и передаточного механизма, пространство между подвижным и неподвижным штампом — ограждают. Пусковые рукоятки снабжают приспособлением для автоматического замыкания рукоятки в положении, соответствующем отключению машины. Горизонтально-гибочные машины снабжают также приспособлениями для зажима обрабатываемых заготовок, предохранительными приспособлениями для защиты от поломки в случае значительного перегруза.
Заготовки, подаваемые в профилегибочные машины, должны иметь выпрямленные и зачищенные торцы, обеспечивающие свободную их заправку в инструмент. При проведении профилегибочных работ детали следует измерять после окончания процесса. Гибочные машины должны быть оборудованы устройствами для подачи и приема листов (столами, роликовыми конвейерами), а также устройствами для направления листов при подаче их в машины. При гибке с применением полотна или бумаги не допускается расправление образовавшихся складок на полотне или бумаге, протирание опорных или гибочных роликов (валков) во время их вращения.
Осмотр оборудования, установку и снятие штампа, осмотр рабочих частей штампа и другие подобные работы производят только после выключения оборудования и полной остановки его механизмов; при этом необходимо устранить опасность самовключения и вывесить плакаты, предупреждающие об опасности включения рубильников (кнопок). У молотов обязательно перекрыть воздушный вентиль. При осмотре высокорасположенных частей оборудования или при их смазывании используют лестницы и площадки стационарного типа. Площадки и лестницы должны иметь перила высотой не менее 1 м
Требования к материалам и оборудованию 79
и бортовую зашивку снизу высотой 180 мм.
Съем и установка частей оборудования
и инструмента массой более 20 кг должны
бытьмеханизированы.
бортовую зашивку снизу высотой 180 мм.
Съем и установка частей оборудования
и инструмента массой более 20 кг должны
бытьмеханизированы.
Эксплуатация электропечей должна осуществляться согласно Правилам технической эксплуатации электроустановок потребителей и Правилам "техники безопасности при эксплуатации электроустановок потребителей.
При загрузке в электропечь или установку индукционного нагрева не допускается их соприкосновение с открытыми нагревательными элементами; во время работы нагревателя нельзя прикасаться рукой или металлическими предметами к индуктору и нагреваемому металлу.
При обслуживании печей, работающих на твердом и жидком топливе, осмотр, чистку и ремонт расходных мазутных баков производят, применяя светильники во взрывобезопасном исполнении с напряжением не выше 12 В. Применение открытого огня категорически запрещается. Мазут в баках прогревают только горячей водой или паром. В цехе должны быть вывешены схемы трубопроводов (пара, газа, воды, топлива и др.) с указанием мест расположения арматуры.
При отоплении печей жидким топливом расходные баки с горючим снабжают плотно закрывающимися крышками, указателями уровня топлива, спускными кранами с трубой, выведенной в подземный аварийный резервуар, трубкой для сообщения с атмосферой и переливной трубой, соединенной с аварийным резервуаром. На спускной трубке, сообщающейся с подземным резервуаром, около вентиля делают четкую надпись «Открыть при пожаре».
На трубопроводе для подачи топлива к каждой печи кроме вентиля для отключения форсунок устанавливают вентиль, расположенный за огнестойкой стеной или же на расстоянии не менее 15 м от печи. К форсункам для распыливания мазута должен быть обеспечен удобный доступ для обслуживания и ремонта. Во избежание ожогов при обратном ударе пламени отверстия для установки форсунок должны иметь экраны.
Оборудование печей, работающих на газовом топливе, и их эксплуатация должны соответствовать Правилам безопасности в газовом хозяйстве и Правилам устройства и безопасной эксплуатации стационарных компрессорных установок, воздуховодов и газопроводов. Утечку газа в опасных местах газопровода проверяют только мыльной эмульсией, во (Избежание взрыва не проверяют наличие газа в атмосфере печи огнем.
К рабочим местам каждой печи необходим приток свежего воздуха. Расположение нагревательных печей должно исключать необходимость подачи нагретого металла по проходу или проезду. Нагревательные печи должны иметь тепловую изоляцию стен, обеспечивающую нагрев наружных поверхностей не выше 45 °С.
Нагревательные печи следует располагать так, чтобы обслуживаю-
80 Безопасность труда в кузнечно-прессовых цехах
щ ие
их рабочие не подвергались действию
теплового потока одновременно
от загрузочных окон двух или более
нагревательных печей.
ие
их рабочие не подвергались действию
теплового потока одновременно
от загрузочных окон двух или более
нагревательных печей.
Для защиты от теплового потока возле боковых стенок печей устанавливают экраны на высоту не менее 2,5 м, охлаждаемые проточной водой, с отверстиями против смотровых и рабочих окон печи. У стенки печей со стороны горелок располагают асбестовые экраны на металлическом каркасе или многослойные экраны из листового алюминия [3.13]. Для уменьшения воздействия теплового потока в загрузочной части печей устанавливают водоохлаждаемый экран перед крышкой загрузочного отверстия с таким расчетом, чтобы нижняя часть экрана не препятствовала загрузке заготовок в печь. Для предупреждения выбивания пламени у загрузочного отверстия печей рекомендуется устраивать паровые завесы. Возле окон устраивают цепные или водяные завесы. При значительном выбивании пламени лучшие результаты дают завесы из воды, распыляемой сжатым воздухом с помощью щелевых форсунок. Характеристики конструкций оградительных устройств даны в ГОСТ 12.4.123 — 83 (приложение XVII).
При механизации и автоматизации загрузки заготовок в методическую печь и проталкивания их применяют полуавтоматические загрузочные устройства, автоматические бункеры-питатели. Для выталкивания нагретых заготовок используют фрикционные выталкиватели. Механизация и автоматизация загрузки и выгрузки в печах с вращающимся подом обеспечивается манипуляторами (шаржир-машина-ми). Для теплоавтоматики печей применяют бесконтактные исполнительные механизмы тила БИМ 2,5/120 и регуляторы типа БРМ-11.
При механизации и автоматизации процесса резки для дозирования применяют автоматическое дозирующее устройство. Комплекс устройств для автоматической резки включает автоматический стеллаж, приводной роликовый конвейер, счетчик отрезанных заготовок, механизм отбора и укладки отрезанных заготовок в кассеты и удаления немерных концов, стеллаж для подачи проката в нагреватель (при горячей резке) и механизм выдачи штанг из печи или механизм проталкивания через окно индуктора.
Механизация межоперационной передачи заготовок и поковок при штамповке на молотах осуществляется с помощью напольных безрельсовых и рельсовых манипуляторов, однорядных и двухрядных цепных и траковых транспортеров со скоростью движения 0,3 —1,0 м/с.
Процесс штамповки на кривошипном горячештамповочном прессе выдавливанием клапанов и других поковок такого типа автоматизируют с помощью одноклещевого перекладчика и автоматического двухзахватного грейферного манипулятора, а также роторной подачи. Автоматизацию операций профилирования заготовок на двухопорных ковочных вальцах осуществляют с помощью манипуляторов. Для подачи и укладки отштампованных поковок на обрезной штамп применяют электропневматический подаватель-укладчик, пневматический
Средства индивидуальной защиты
81
 ■
■
|
Усилие пресса, кН |
Модель промышленного робота |
Грузоподъемность промышленного робота, кг |
|
10000-25000 |
РПГ-10 |
10 |
|
40000-63 000 |
РПГ-40 |
40 |
укладчик, рычажные пневмати- 3.3. Грузоподъемность роботов 13.81 ческие и крючкового типа автоматические съемники.
Механизация штамповки на горизонтально-ковочной машине осуществляется путем применения пневматических, электропневматических и гидропневматических подъемных столов. Разработано программное управление ковочным оборудованием. Изготовляются автоматические комплексы и линии.
Использование роботов в кузнечно-прессовых цехах должно соответствовать Методическим рекомендациям по обеспечению безопасности при применении роботов на участках с неблагоприятными условиями труда в машиностроении [1-4] и требованиям ГОСТ 12.2.072 — 82 «Роботы промышленные, роботизированные комплексы и участки». При выборе роботов необходимо руководствоваться данными табл 3.3.
3.5. СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ РАБОТАЮЩИХ. ТРЕБОВАНИЯ К ПЕРСОНАЛУ
Для защиты от воздействия опасных и вредных производственных факторов работающие кузнечно-прессовых цехов должны обеспечиваться спецодеждой, спецобувь'ю и предохранительными приспособлениями (см. приложения VII —XV) в соответствии С типовыми отраслевыми нормами, утвержденными в установленном порядке.
Общие требования к персоналу по профотбору и обучению безопасности труда изложены в п. 1.4. К выполнению кузнечно-прес-i овых работ допускаются лица не моложе 18 лет, прошедшие пред-плрительный медицинский осмотр. Повторный медицинский осмотр — один раз в год. Повторный инструктаж и проверку знаний по 1схнике безопасности, пожарной безопасности и производственной i анитарии необходимо проводить ежеквартально. Работающие, которым по роду выполняемой работы необходимо иметь дело с перемещением грузов грузоподъемными машинами, должны быть обучены 1 межной специальности стропальщика в соответствии с требованиями < Правил устройства и безопасной эксплуатации грузоподъемных кранов».
Работы по очистке и ремонту боровов печей должны выполнять * пециально обученные рабочие; женщины и подростки к этим рабо-i.im не допускаются.
82 Безопасность труда в кузнечно-прессовых цехах
При
переводе машиниста ковочного манипулятора
с одного манипулятора
на другой, а также после перерыва в
работе по специальности
больше года он обучается вновь по
соответствующей программе
и сдает экзамен квалификационной
комиссии.
В соответствии с требованием ГОСТ 12.3.026—81* п. 6.2 персо нал, обслуживающий электротермические установки, должен иметь квалификацию не ниже третьей группы, а операторы — не ниже второй. t
В соответствии со СНиП П-92-76 и ОНТП 01-82 персонал разделяется на группы санитарной характеристики производственных процессов: Иб — кузнецы, кузнецы-штамповщики, резчики горячего металла, машинисты молотов, прессов, манипуляторов, шаржир-ма-шин, ковочных кранов, нагревальщики, резчики металла на ножницах-прессах, печники-футеровщики, слесари по ремонту оборудования и оснастки трубопроводов, вентиляционных систем, контролеры пооперационные (на рабочих местах), уборщики производственных помещений, разжигалыцики печей, пирометристы, слесари по приборам и аппаратуре, электромонтеры; 1в — наладчики-установщики штампов, индукторов, станочники участков ремонта оборудования и оснастки, рабочие на складе штампов, машинисты насосно-аккумуляторной станции, крановщики, смазчики, стропальщики, водители погрузчиков, сварщики; Пг — заточники точильно-шлифовальных станков; Шб — правильщик на машинах; 16 — дежурные электромонтеры, слесари-электрики, кладовщики-раздатчики, контролеры окончательного контроля.