

4.1.3.2. Монтаж плит перекрытия и покрытия
Железобетонными сборными плитными элементами перекрытий и покрытий являются плиты.
Плиты, которые своими сторонами сплошь опираются ригеля зданий, укладывают на слой раствора или цементно-песчаной пасты и скрепляют друг с другом и ригелями сваркой закладных деталей между собой.
Швы между плитами после их укладки и закрепления плотно заделывают бетонной или растворной смесью. Плиты монтируют способом «на весу» при помощи крана. При монтаже плит специальной раскладки элементов не требуется. Они подвозятся с заводов непосредственно под монтаж. Подготовка к монтажу плитных элементов перекрытий и покрытий в основном заключается в очистке и выправке закладных деталей. Для строповки плит покрытия и перекрытия используется траверса ПИ Промстальконструкция, 2006-78.
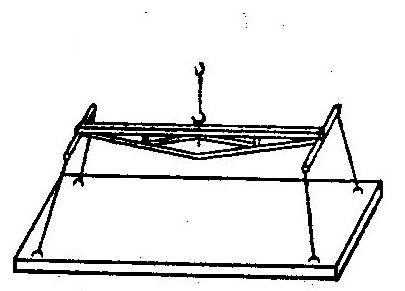
Рис. 2.4.5 Строповка плит покрытия траверсой ПИ Промстальконструкция,
15946Р-13.
Вслед за укладкой плитных элементов перекрытий и покрытий проводят постановку и сварку всех анкерных креплений с последующей заделкой их бетонной или растворной смесью. Закладные детали на ригелях, балках и фермах сваривают немедленно вслед за укладкой каждой плиты с тем, чтобы обеспечить их закрепление сваркой не менее, чем в трех углах. Плиты каркасных зданий, укладываемые вдоль разбивочных осей между колоннами, приваривают к ригелям по всем четырем опорным углам, поэтому их приходится укладывать первыми, чтобы иметь свободный доступ при сварке по всем четырем углам.
После укладки плитных элементов перекрытий и покрытий, постановки всех анкерных креплений и сварки закладных деталей швы между этими элементами заделывают бетонной или растворной смесью. Плиты покрытий укладываются по очереди.
Плиты настилов и панелей междуэтажных перекрытий укладывают с тех же поэтажных подмостей, которые применялись для монтажа ригелей каркасных зданий. Последующие плитные элементы укладывают непосредственно с ранее уложенных плитных элементов.
4.1.3.3. Заделка, сварка, герметизация стыков
От качества заделки монтажных стыков железобетонных конструкций зависят прочность конструкций, их пространственная жестокость и устойчивость сооружения.
Заделка стыка состоит из следующих процессов: сварки и защиты закладных деталей от коррозии, замоноличивания стыков раствором или бетонной смесью.
К сварке закладных деталей и выпусков арматуры стыковых соединений приступают после проверки правильности их расположения и тщательной очистки от грязи, ржавчины, льда. Выпуски арматурных стержней в стыках и узлах сборных железобетонных конструкций сваривают в зависимости от диаметра арматуры внахлестку или с накладками для стержней диаметром 8...20 мм, для стержней диаметром более 20 мм применяют преимущественно полуавтоматическую ванную сварку на постоянном токе.
Поверхность сварных соединений должна быть гладкой, мелкочешуйчатой, не должна иметь подрезов, недоваров, пор и других видимых дефектов. В зависимости от типа соединения качество шва проверяют путем осмотра, сверления и травления кислотой дефектных участков швов с целью устранения непровара корня шва. Внутренние дефекты шва могут быть обнаружены с помощью ультразвуковой или гамма-дефектоскопии.
Для обеспечения надежности стыковых соединений необходимо защищать металлические части сопряжений от коррозии. В стыковых соединениях разрушение металла от коррозии происходит в основном в результате электрохимической реакции. При наличии в бетоне стыка трещин коррозия металла протекает интенсивнее, чем на открытом воздухе, и поражает в год до 0,2 мм тела металла. При этом продукты коррозии стали увеличиваются в объеме и создают дополнительные напряжения, разрушающие бетон.
Металл от коррозии защищают электрохимическим способом, заключающимся в том, что на поверхность металла наносят покрытие из расплавленного металла, например цинка, который имеет более отрицательный потенциал, чем сталь.
Противокоррозионные покрытия наносят с помощью передвижной установки. Для лучшего сцепления покрытия с основанием сварные швы и закладные детали прогревают пламенем газовой горелки -до 200...300°С. Необходимое качество покрытия (толщина 0,1...1,5 мм) достигается за 2...3 прохода по одному месту.
Замоноличивание стыков между колонной и стаканом фундамента применяют обычные бетонные смеси.
Учитывая рассредоточенный характер размещения стыков, смеси подаются для заделки стыков под давлением по трубопроводам растворонасосом.
Трудоемкость механизированной заделки стыков в 4...5 раз меньше трудоемкости заделки стыков вручную. В проектируемом здании замоноличивают стыки между колоннами и фундаментами, колоннами и ригелями, ригелями и плитами покрытий, плитами покрытий и стеновыми панелями.