

Общие сведения о деталях машин. Свойства, определяющие работоспособность деталей
Машина (от латинского machina) - механическое устройство, выполняющее движения с целью преобразования энергии, материалов или информации.
Основное назначение машин - частичная или полная замена производственных функций человека с целью повышения производительности, облегчения человеческого труда или замены человека в недопустимых для него условиях работы.
В зависимости от выполняемых функций машины делятся на энергетические, рабочие (транспортные, технологические, транспортирующие), информационные (вычислительные, шифровальные, телеграфные и т.п.), машины-автоматы, сочетающие в себе функции нескольких видов машин, включая информационные.
Агрегат (от латинского aggrego - присоединяю)- укрупненный унифицированный элемент машины (например, в автомобиле: двигатель, топливоподающий насос), обладающий полной взаимозаменяемостью и выполняющий определенные функции в процессе работы машины.
Механизм - искусственно созданная система материальных тел, предназначенная для преобразования движения одного или нескольких тел в требуемое (необходимое) движение других тел.
Прибор - устройство, предназначенное для измерений, производственного контроля, управления, регулирования и других функций, связанных с получением, преобразованием и передачей информации.
Сборочная единица (узел) - изделие или часть его (часть машины), составные части которого подлежат соединению между собой (собираются) на предприятии изготовителе (смежном предприятии). Сборочная единица имеет, как правило, определенное функциональное назначение.
Деталь - наименьшая неделимая (не разбираемая) часть машины, агрегата, механизма, прибора, узла.
Сборочные единицы (узлы) и детали делятся на узлы и детали общего и специального назначения.
Узлы и детали общего назначения применяются в большинстве современных машин и приборов (крепежные детали: болты, винты, гайки, шайбы; зубчатые колеса, подшипники качения и т.п.). Именно такие детали изучаются в курсе деталей машин.
К узлам и деталям специального назначения относятся такие узлы и детали, которые входят в состав одного или нескольких типов машин и приборов (например, поршни и шатуны ДВС, лопатки турбин газотурбинных двигателей, траки гусениц тракторов, танков и БМП) и изучаются в соответствующих специальных курсах (например, таких как "Теория и конструкция ДВС", "Конструкция и расчет гусеничных машин" и др.).
В зависимости от сложности изготовления детали, в свою очередь, делятся на простые и сложные. Простые детали для своего изготовления требуют небольшого числа уже известных и хорошо освоенных технологических операций и изготавливаются при массовом производстве на станках-автоматах (например, крепежные изделия - болты, винты, гайки, шайбы, шплинты; зубчатые колеса небольших размеров и т.п.). Сложные детали имеют чаще всего достаточно сложную конфигурацию, а при их изготовлении применяются достаточно сложные технологические операции и используется значительный объем ручного труда, для выполнения которого в последние годы все чаще применяются роботы (например, при сборке-сварке кузовов легковых автомобилей).
По функциональному назначению узлы и детали делятся на:
1. Корпусные детали, предназначенные для размещения и фиксации подвижных деталей механизма, для их защиты от действия неблагоприятных факторов внешней среды, а также для крепления механизмов в составе машин и агрегатов. Часто, кроме того, корпусные детали используются для хранения эксплуатационного запаса смазочных материалов.
2. Соединительные для разъемного и неразъемного соединения (например, муфты – устройства для соединения вращающихся валов; болты винты шпильки гайки – детали для разъемных соединений; заклепки – детали для неразъемного соединения).
3. Передаточные механизмы и детали, предназначенные для передачи энергии и движения от источника (двигателя) к потребителю (исполнительному механизму), выполняющему необходимую полезную работу.
В курсе деталей машин рассматриваются в основном передачи вращательного движения: фрикционные, зубчатые, ременные, цепные и т.п. Эти передачи содержат большое число деталей вращения: валы, шкивы, зубчатые колеса и т.п.
Иногда возникает необходимость передавать энергию и движение с преобразованием последнего. В этом случае используются кулачковые и рычажные механизмы.
4. Упругие элементы предназначены для ослабления ударов и вибрации или для накопления энергии с целью последующего совершения механической работы (рессоры колесных машин, противооткатные устройства пушек, боевая пружина стрелкового оружия).
5. Инерционные детали и элементы предназначены для предотвращения или ослабления колебаний (в линейном или вращательном движениях) за счет накопления и последующей отдачи кинетической энергии (маховики, противовесы, маятники, бабы, шаботы).
6. Защитные детали и уплотнения предназначены для защиты внутренних полостей узлов и агрегатов от действия неблагоприятных факторов внешней среды и от вытекания смазочных материалов из этих полостей (пылевики, сальники, крышки, рубашки и т.п.).
7. Детали и узлы регулирования и управления предназначены для воздействия на агрегаты и механизмы с целью изменения их режима работы или его поддержания на оптимальном уровне (тяги, рычаги, тросы и т.п.).
Основными требованиями, предъявляемыми к деталям машин, являются требования работоспособности и надежности. К деталям, непосредственно контактирующим с человеком-оператором (ручки и рычаги управления, элементы кабин машины, приборные щитки и т.п.), кроме названных предъявляются требования эргономичности и эстетичности.
|
Работоспособность и надежность изделий. |
Работоспособность - состояние изделия, при котором в данный момент времени его основные параметры находятся в пределах, установленных требованиями нормативно-технической документации и необходимых для выполнения его функциональной задачи.
Работоспособность количественно оценивается следующими показателями:
1 .Прочность - способность детали выдерживать заданные нагрузки в течение заданного срока без нарушения работоспособности.
2. Жесткость - способность детали выдерживать заданные нагрузки без изменения формы и размеров.
3. Износостойкость - способность детали сопротивляться изнашиванию.
4. Стойкость к специальным воздействиям - способность детали сохранять работоспособное состояние при проявлении специальных воздействий (теплостойкость, вибростойкость, радиационная стойкость, коррозионная стойкость и т.п.).
Неработоспособное состояние наступает вследствие отказа.
Отказ - событие, нарушающее работоспособность. Отказы делятся на постепенные и внезапные; полные и частичные; устранимые и неустранимые.
Надежность - свойство изделия выполнять заданные функции, сохраняя свои показатели в пределах, установленных требованиями нормативно-технической документации, при соблюдении заданных условий использования, обслуживания, ремонта и транспортирования.
Свойство надежности количественно оценивается следующими показателями: наработкой на отказ (среднее время работы изделия между двумя, соседними по времени отказами), коэффициентом готовности иликоэффициентом технического использования (отношение времени работы изделия к сумме времен работы, обслуживания и ремонта в течение заданного срока эксплуатации), вероятностью безотказной работы и некоторыми другими.
машиностроительные материалы. Допуски и посадки
Основные машиностроительные материалы
машиностроительный материал производство
Материалы имеют решающее значение для качества и экономичности машин. Выбирая материал, необходимо учитывать следующие факторы:
1) соответствие свойств материала основным требованиям надежности деталей в течение заданного срока службы;
2) весовые и габаритные требования к детали и машине в целом;
3) соответствие технологических свойств материала конструктивной форме и намеченному способу обработки детали (штампуемость, обрабатываемость на станках и т.д.);
4) стоимость и дефицитность материала.
Для изготовления деталей в машиностроении применяют различные материалы: сталь, чугун, сплавы цветных металлов, пластмассы, резину. Свойства, методы получения, обозначения этих материалов рассмотрены в курсе «Технология металлов».
Железо и сплавы на его основе
Железо - это металл сероватого цвета, атомная масса которого равна 55,85, а атомный радиус - 0,127 нм. Температура плавления 1539 0С. В твердом состоянии железо имеет кристаллическую решетку, для которой характерно два возможных состояния, называемых полиморфной модификацией и обозначаемых как и. Существование этих модификаций зависит от температуры нагрева.
Углерод является неметаллическим элементом, который растворяется в железе как в жидком, так и твердом состояниях. Чаще всего система существует в виде жидкого сплава или твердого раствора. Твердыми растворами называют такие фазы, в которых один из компонентов сохраняет свою кристаллическую структуру, а атомы других компонентов присутствуют в решетке первого, изменяя ее размеры. Различают твердые растворы замещения и внедрения.
Область применения углеродистых сталей обыкновенного качества
|
| ||
|
Ст. 0 |
Неответственные нерассчитываемые второстепенные элементы сварных конструкций, настилы, ограждения, перила, кожухи, обшивки. |
|
|
Ст. 1 |
Детали высокой вязкости и низкой твердости, анкерные болты, обшивки, неответственная арматура, заклепки. |
|
|
Ст. 2 кп |
Неответственные детали, требующие повышенной пластичности или глубокой вытяжки и работающие при положительных температурах. |
|
|
Ст. 2 пс, Ст. 2 сп |
Малонагруженные элементы сварных конструкций, работающие при постоянных нагрузках. |
|
|
Ст. 3 пс, Ст. 3 сп |
Несущие элементы сварных конструкций, фасонные металлопрокаты, детали, работающие при положительных температурах. |
|
|
Ст. 3пс5, Ст. 3сп5, Ст. 3Гпс5 |
Фасонный и листовой прокат толщиной до 25 мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале температур от -30 до +4250С. |
|
|
Ст. 3пс2, Ст3кп2, Ст3пс4, Ст3сп4 |
Уголки равнополочные и не равнополочные, швеллеры и фасонные профили. |
|
|
Ст5пс, Ст5сп |
Детали клепанных конструкций, болты, гайки, ручки, тяги, рычаги, упоры, стержни, пальцы и другие детали, работающие при температуре 0…4250С. |
|
Сварное соединение — неразъёмное соединение, выполненное сваркой.
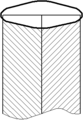
Сварное соединение включает три характерные зоны, образующиеся во время сварки: зону сварного шва, зону сплавления и зону термического влияния, а также часть металла, прилегающую к зоне термического влияния.
![]()
![]()
Зоны сварного соединения: самая светлая — зона основного металла, темнее — зона термического влияния, самая тёмная область в центре — зона сварного шва. Между зоной термического влияния и зоной сварного шва находится зона расплавления.
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона частично сплавившихся зёрен на границе основного металла и металла шва.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
Основные типы сварных соединений [править]
Стыковое — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
Нахлёсточное — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
Угловое — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
Тавровое — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
Торцовое — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
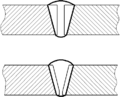
Стыковое сварное соединение. Сверху - без раздела кромок, снизу - с симметричной V-образной разделкой кромок под сварку.

Двустороннее нахлёсточное сварное соединение.

Тавровое сварное соединение с симметричной разделкой кромок под сварку.

Угловое сварное соединение с односторонней разделкой кромок под сварку.
Торцовое сварное соединение.
Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок. На современном этапе развития технологииуступает место сварке и склеиванию, обеспечивающим большую производительность и более высокую прочность соединения. Однако по-прежнему находит применение по конструктивным или технологическим соображениям: в соединениях, где необходимо исключить изменение структуры металла, коробление конструкции и перегрев расположенных рядом деталей; соединение разнородных, трудно свариваемых и не свариваемых материалов; в соединениях с затруднительным доступом и контролем качества; в случаях, когда необходимо предотвратить распространение усталостной трещины из детали в деталь.
Применяют, в основном, в авиа- и судостроении, металлоконструкциях и других изделиях с внешними нагрузками, действующими параллельно плоскости стыка.
Виды заклёпочных соединений [править]
Заклёпочные соединения делятся на:
прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
плотные (герметичные) (обеспечивают герметичность конструкций в резервуарах с невысоким давлением),
прочноплотные (восприятие силовых нагрузок и герметичность соединения).
По конструкции заклёпочные соединения делятся на однорядные и многорядные с цепным или шахматным расположением заклёпок, а в зависимости от количества плоскостей среза — одно- и многосрезные[1].
По характеру воздействия нагрузки на заклёпочное соединение — швы с поперечной нагрузкой, перпендикулярной оси заклёпок, и продольной, параллельной оси заклёпок.
Заклёпочные соединения по конструкции близки к паяным, сварным и клеевым соединениям. Наиболее распространены соединения внахлёстку (внакрой) и встык со стыковыми планками[1].
Герметичность соединения обеспечивается нанесением различных герметиков на поверхность стыка или подкладыванием под стык различных пластичных материалов. Заклёпки герметичных соединений имеют усиленные головки.
В зависимости от требований к поверхности, заклёпки могут иметь полукруглую головку, потайную, полупотайную или плоскую (в процессе клёпки для создания внутренних усилий сжатия, которые снижают возможность усталости материала).
Заклёпки изготовляют для разных способов установки. Для односторонней клепки существует множество видов заклёпок, в том числе отрывные и взрывные. Обычная клёпка может выполняться, когда наковаленка-поддержка находится с лицевой стороны и когда наковаленка находится с тыльной стороны. Последний способ стал наиболее распространенным, поскольку требует меньшей массы наковаленки-поддержки.
Способ соединения
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Недостатки заклёпочных соединений
Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти 20-го века в СССР на авиационные заводы специально нанимались худощавые юноши и девушки, способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
Необходимость специальных мер для герметизации. Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин. Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Преимущества заклёпочных соединений
Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия.
Позволяет соединять не поддающиеся сварке материалы.
В последнее время эти преимущества нивелируются тем, что появились достаточно прочные сплавы, поддающиеся сварке, появились синтетические клеи, позволяющие получить у клеевого шва прочность не хуже, чем у основного материала. На смену алюминиевым сплавам пришли композиты, в которые на стадии изготовления вклеивают металлические закладные элементы.
Инструменты и приспособления для клёпки
В последнее время клепальный пневмомолоток и наковальня-поддержка всё чаще вытесняется другим оборудованием. Это — пневмоклещи, клепальный пресс. Клепальные прессы с ЧПУ (числовым программным управлением) позволяют с высокой производительностью изготовлять крупные панели для фюзеляжей и крыльев самолётов.
Основные виды стандартных резьб.
Резьба́ — спираль, образованная на цилиндрической или конической поверхности по винтовой линии с постоянным шагом. Является основным элементом резьбового соединения, винтовой передачи[1], а также червячного соединения зубчато-винтовой передачи.
Классификация и основные признаки резьб [править]
единица измерения диаметра (метрическая, дюймовая, модульная, питчевая резьба)
расположение на поверхности (наружная и внутренняя резьба)
направление движения винтовой поверхности (правая, левая);
число заходов (одно- и многозаходная), например, двузаходная, трёхзаходная и т.д.;
профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
образующая поверхность, на которой расположена резьба (цилиндрическая резьба и коническая резьба);
назначение (крепёжная, крепёжно-уплотнительная, ходовая и др.).
Основные параметры резьбы и единицы измерения [править]
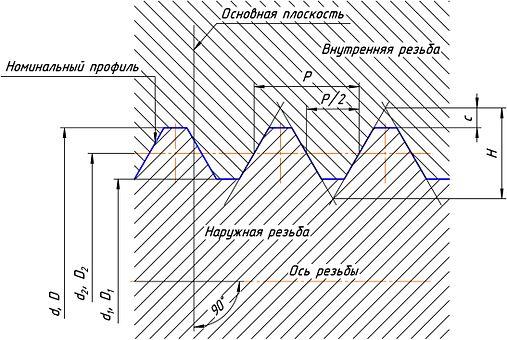
Схема цилиндрической резьбы.
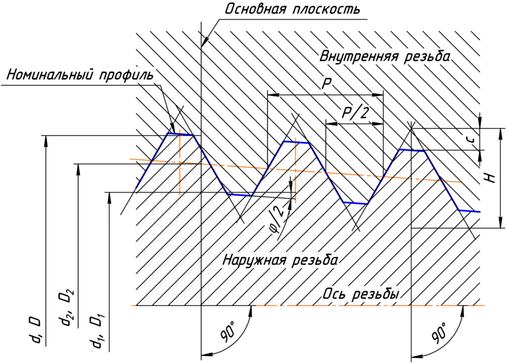
Схема конической резьбы.
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3" = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр на самом деле существенно больше.
Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
Модульная
резьба —
шаг резьбы измеряется модулем (m).
Чтобы получить размер в миллиметрах,
достаточно модуль умножить на число пи (![]() ).
).
Питчевая
резьба —
шаг резьбы измеряется в питчах (p").
Для получения числового значения (в
дюймах) достаточно число
пи (![]() )
разделить на питч.
)
разделить на питч.
Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11);
наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D);
средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы;
внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1);
ход (Ph) величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°
![]()
где ![]() —
число заходов;
—
число заходов;
высота исходного треугольника резьбы (H);
срез резьбы (с);
угол конуса конической резьбы (
 );
);угол подъёма резьбы (
 ):
):
![]()
Типы резьбы [править] Метрическая, m [править]
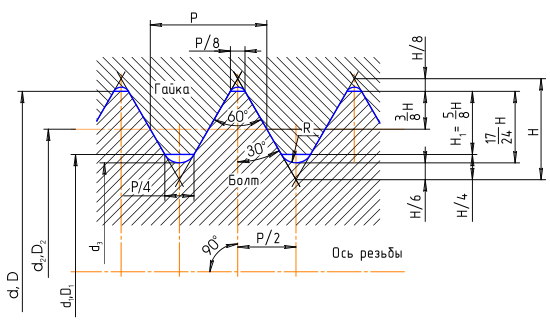
![]()
Метрическая резьба.
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в миллиметрах.
Стандарты:
ГОСТ 24705-2004 (ИСО 724:1993) — Резьба метрическая. Основные размеры.
ГОСТ 9150-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Профиль.
ГОСТ 8724-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
ISO 965-1:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики.
ISO 965-2:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности.
ISO 965-3:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы.
ISO 965-4:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.
ISO 965-5:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации.
ISO 68-1 — Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба.
ISO 261:1998 — Резьбы метрические ИСО общего назначения. Общий вид.
ISO 262:1998 — Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек.
BS 3643 — ISO metric screw threads.
DIN 13-12-1988 — Резьбы метрические ISO основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов.
ANSI B1.13M, ANSI B1.18M — Метрическая резьба М с профилем, базирующимся на стандарте ISO 68.
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу, но левая резьба М36х1,5LH.
|
Таблица стандартного шага метрических резьб | |||||||
|
M0.25 |
0.075 |
M1.1 |
0.25 |
M5 |
0.8 |
M17 |
2 |
|
M0.3 |
0.08 |
M1.2 |
0.25 |
M5.5 |
0.8 |
M18 |
2.5 |
|
M0.35 |
0.09 |
M1.4 |
0.3 |
M6 |
1 |
M20 |
2.5 |
|
M0.4 |
0.1 |
M1.6 |
0.35 |
M7 |
1 |
M22 |
2.5 |
|
M0.45 |
0.1 |
M1.8 |
0.35 |
M8 |
1.25 |
M24 |
3 |
|
M0.5 |
0.125 |
M2 |
0.4 |
M9 |
1.25 |
M25 |
3 |
|
M0.55 |
0.125 |
M2.2 |
0.45 |
M10 |
1.5 |
M26 |
3 |
|
M0.6 |
0.15 |
M2.5 |
0.45 |
M11 |
1.5 |
M27 |
3 |
|
M0.7 |
0.175 |
M3 |
0.5 |
M12 |
1.75 |
M28 |
3 |
|
M0.8 |
0.2 |
M3.5 |
0.6 |
M14 |
2 |
M30 |
3.5 |
|
M0.9 |
0.225 |
M4 |
0.7 |
M15 |
2 |
M32 |
3.5 |
|
M1 |
0.25 |
M4.5 |
0.75 |
M16 |
2 |
|
|