

Zadachi_po_metrologii
.pdfЗАДАЧИ ПО МЕТРОЛОГИИ
Задача 11
Выбор измерительных средств для контроля размеров
Условие. Выбрать универсальные измерительные средства для размеров отверстия и вала, указанных в задаче 1 (табл. 1.1) или полученных в задачах 2 или 3 (в зависимости от задания по гладким цилиндрическим соединениям).
Указания к решению
Для выбора средств и методов измерений линейных размеров от 1 до 500 мм при приемке изделий ГОСТ 8.051-81 устанавливает допускаемые погрешности измерений ( ) в зависимости от допуска на изготовление изделия IT по квалитету и номинальному измеряемому размеру (табл. 11.1). Погрешности измерения являются наибольшими погрешностями измерений, включающими в себя все составляющие, зависящие от измерительных средств, установочных мер, температурных деформаций, базирования и т.д.
При допусках на изготовление, не соответствующих значениям, указанным в табл. 11.1, допускаемая погрешность выбирается по ближайшему меньшему значению допуска для соответствующего размера.
Существует связь между относительной погрешностью измерения Амет( ) = мет/ IT (где мет – среднее квадратичное отклонение погрешно-
сти измерения), количеством m принятия бракованных деталей в качестве годных, количеством n неправильно забракованных деталей и вероятным предельным значением С выхода размера за каждую границу поля допуска у неправильно принятых деталей.
Предельные значения m, n и С приведены в табл. 11.2.
При определении параметров m, n и С рекомендуется принимать для квалитетов 2-7 Амет ( ) = 0,16; для квалитетов 8-9 Амет ( ) = 0,12; для квалитетов 10 и грубее Амет ( ) = 0,1.
В случае отсутствия измерительного средства с требуемой погрешностью измерения СИ назначают приемочные границы путем смещения их внутрь допуска на деталь на величину С.
Предельное значение С можно рассчитать по формуле С = Сдоп - Спр, где Сдоп – допустимое значение С, определяемое по табл. 11.2 в зависимости от допуска на изготовление IT;
Спр – принятое значение С, определяемое по тому допуску IT, который по табл. 11.1 соответствует погрешности измерения СИ выбранного измерительного средства.
Результаты выбора измерительного средства заносятся в табл. 11.3. Справочные данные для выбора измерительных средств приведены в
табл. 11.4.
92
93
Таблица 11.1
Допускаемые погрешности измерений для линейных размеров (ГОСТ 8.051-81, СТ СЭВ 303-76)
Номинальные |
|
|
|
|
|
|
|
|
|
К в а л и т е т ы |
|
|
|
|
|
|
|
|
|
|||
|
2 |
|
3 |
|
4 |
|
5 |
|
|
6 |
|
7 |
|
8 |
||||||||
размеры, |
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
м к м |
|
|
|
|
|
|
|
|
|
|||
мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
1Т |
|
|
1Т |
|
|
1Т |
|
|
1Т |
|
|
1Т |
|
|
1Т |
|
|
1Т |
|
|
||
|
|
|
|
|
|
|
|
|
||||||||||||||
До 3 |
1,2 |
|
0,4 |
2,0 |
|
0,8 |
3 |
|
1,0 |
4 |
|
1,4 |
6 |
|
1,8 |
10 |
|
3,0 |
11 |
|
3,0 |
|
Св. 3 до 6 |
1,5 |
|
0,6 |
2,5 |
|
1,0 |
4 |
|
1,4 |
5 |
|
1,6 |
8 |
|
2,0 |
12 |
|
3,0 |
18 |
|
4,0 |
|
Св.6 до 10 |
1,5 |
|
0,6 |
2,5 |
|
1,0 |
4 |
|
1,4 |
6 |
|
2,0 |
9 |
|
2,0 |
15 |
|
4,0 |
22 |
|
5,0 |
|
Св.10 |
до 18 |
2,0 |
|
0,8 |
3,0 |
|
1,2 |
5 |
|
1,6 |
8 |
|
2,8 |
11 |
|
3,0 |
18 |
|
5,0 |
27 |
|
7,0 |
Св.18 |
до 30 |
2,5 |
|
1,0 |
4,0 |
|
1,4 |
6 |
|
2,0 |
9 |
|
3,0 |
13 |
|
4,0 |
21 |
|
6,0 |
38 |
|
8,0 |
Св.30 |
до 50 |
2,5 |
|
1,0 |
4,0 |
|
1,4 |
7 |
|
2,4 |
11 |
|
4,0 |
16 |
|
5,0 |
25 |
|
7,0 |
39 |
|
10,0 |
Св.50 |
до 80 |
3,0 |
|
1,2 |
5,0 |
|
1,8 |
8 |
|
2,8 |
13 |
|
4,0 |
19 |
|
5,0 |
30 |
|
9,0 |
46 |
|
12,0 |
Св.80 до 120 |
4,0 |
|
1,6 |
6,0 |
|
2,0 |
10 |
|
3,0 |
15 |
|
5,0 |
22 |
|
6,0 |
35 |
|
10,0 |
54 |
|
12,0 |
|
Св.120 |
до 180 |
5,0 |
|
2,0 |
8,0 |
|
2,8 |
12 |
|
4,0 |
18 |
|
6,0 |
25 |
|
7,0 |
40 |
|
12,0 |
63 |
|
16,0 |
Св.180 |
до 250 |
7,0 |
|
2,8 |
10,0 |
|
4,0 |
14 |
|
5,0 |
20 |
|
7,0 |
29 |
|
8,0 |
46 |
|
12,0 |
72 |
|
18,0 |
Св.250 |
до 315 |
8,0 |
|
3,0 |
12,0 |
|
4,0 |
16 |
|
5,0 |
23 |
|
8,0 |
32 |
|
10,0 |
52 |
|
14,0 |
81 |
|
20,0 |
Св.315 |
до 400 |
9,0 |
|
3,0 |
13,0 |
|
5,0 |
18 |
|
6,0 |
25 |
|
9,0 |
36 |
|
10,0 |
57 |
|
16,0 |
89 |
|
24,0 |
Св.400 |
до 500 |
10,0 |
|
4,0 |
15,0 |
|
5,0 |
20 |
|
6,0 |
27 |
|
9,0 |
40 |
|
12,0 |
63 |
|
18,0 |
97 |
|
26,0 |
94
94
Окончание табл. 11.1
Номинальные |
|
|
|
|
|
|
|
|
|
|
|
|
К в а л и т е т ы |
|
|
|
|
|
|
|
|
||||||
|
9 |
|
10 |
|
|
11 |
|
12 |
|
13 |
|
14 |
|
15 |
|
16 |
|
17 |
|||||||||
размеры, |
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
м к м |
|
|
|
|
|
|
|
|
|
|
||||
мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
1Т |
|
|
1Т |
|
|
1Т |
|
|
1Т |
|
|
|
1Т |
|
|
1Т |
|
|
1Т |
|
1Т |
|
|
1Т |
|
||
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
До 3 |
25 |
|
6 |
40 |
|
8 |
60 |
|
12 |
100 |
|
20 |
|
140 |
|
30 |
250 |
|
50 |
400 |
80 |
600 |
|
120 |
1000 |
200 |
|
Св. 3 до 6 |
30 |
|
8 |
48 |
|
10 |
75 |
|
16 |
120 |
|
30 |
|
180 |
|
40 |
300 |
|
60 |
480 |
100 |
750 |
|
160 |
1200 |
240 |
|
Св.6 до 10 |
36 |
|
9 |
58 |
|
12 |
90 |
|
18 |
150 |
|
30 |
|
220 |
|
50 |
360 |
|
80 |
580 |
120 |
900 |
|
200 |
1500 |
300 |
|
Св.10 |
до 18 |
43 |
|
10 |
70 |
|
14 |
110 |
|
30 |
180 |
|
40 |
|
270 |
|
60 |
430 |
|
90 |
700 |
140 |
1100 |
|
240 |
1800 |
380 |
Св.18 |
до 30 |
52 |
|
12 |
84 |
|
18 |
130 |
|
30 |
210 |
|
50 |
|
330 |
|
70 |
520 |
|
120 |
840 |
180 |
1300 |
|
280 |
2100 |
440 |
Св.30 |
до 50 |
62 |
|
16 |
100 |
|
20 |
160 |
|
40 |
250 |
|
50 |
|
390 |
|
80 |
620 |
|
140 |
1000 |
200 |
1600 |
|
320 |
2500 |
500 |
Св.50 |
до 80 |
74 |
|
18 |
120 |
|
30 |
190 |
|
40 |
300 |
|
60 |
|
460 |
|
100 |
740 |
|
160 |
1200 |
240 |
1900 |
|
400 |
3000 |
600 |
Св.80 до 120 |
87 |
|
20 |
140 |
|
30 |
220 |
|
50 |
350 |
|
70 |
|
540 |
|
120 |
870 |
|
180 |
1400 |
280 |
2200 |
|
440 |
3500 |
700 |
|
Св.120 |
до 180 |
100 |
|
30 |
160 |
|
40 |
250 |
|
50 |
400 |
|
80 |
|
630 |
|
140 |
1000 |
|
200 |
1600 |
320 |
2500 |
|
500 |
4000 |
800 |
Св.180 |
до 250 |
115 |
|
30 |
185 |
|
40 |
290 |
|
60 |
400 |
|
100 |
|
720 |
|
160 |
1150 |
|
240 |
1850 |
380 |
2900 |
|
600 |
4600 |
1000 |
Св.250 |
до 315 |
130 |
|
30 |
210 |
|
50 |
320 |
|
70 |
520 |
|
120 |
|
810 |
|
180 |
1300 |
|
260 |
2100 |
440 |
3200 |
|
700 |
5200 |
1100 |
Св.315 |
до 400 |
140 |
|
40 |
230 |
|
50 |
360 |
|
80 |
570 |
|
120 |
|
890 |
|
180 |
1400 |
|
280 |
2300 |
460 |
3600 |
|
800 |
5700 |
1200 |
Св.400 |
до 500 |
155 |
|
40 |
250 |
|
50 |
400 |
|
80 |
630 |
|
140 |
|
970 |
|
200 |
1550 |
|
320 |
2500 |
500 |
4000 |
|
800 |
6300 |
1400 |
Примечание. Разрешается увеличение допускаемой погрешности измерения при уменьшении размера, учитывающего это увеличение, а также в случае разделения на размерные группы для селективной сборки.
95
Таблица 11.2
Амет |
m |
n |
|
Амет |
m |
n |
|
|
( ) |
C/IT |
( ) |
C/IT |
|||||
|
|
|
|
|||||
|
% |
|
|
|
% |
|
|
|
1,6 |
0,37 - 0,39 |
0,70 - 0,75 |
0,01 |
10,0 |
3,10 - 3,50 |
4,50 - 4,75 |
0,14 |
|
3,0 |
0,87 - 0,90 |
1,20 - 1,30 |
0,03 |
12,0 |
3,75 - 4,11 |
5,40 - 5,80 |
0,17 |
|
5,0 |
1,60 - 1,70 |
2,00 - 2,25 |
0,06 |
16,0 |
5,00 - 5,40 |
7,80 - 8,25 |
0,25 |
|
8,0 |
2,60 - 2,80 |
3,40 - 3,70 |
0,10 |
|
|
|
|
Примечание. Первые значения m и n соответствуют закону нормального распределения погрешности измерения, вторые – закону равной вероятности. При неизвестном законе распределения погрешности измерения значения m и n можно определять как среднее из приведенных значений.
Пример. Выбрать универсальные измерительные средства для измерения диаметра отверстия 100Н8, диаметра вала 100f7 и длины вала l = 80 мм по среднему классу точности.
Решение
1. Определяем предельные отклонения и допуски на размеры 100Н8 и100f7 по табл. 1, 2 приложения I или по ГОСТ 25347-82х и заносим в табл. 11.3. По ГОСТ 25670-83 для длины вала l = 80 с неуказанными предельными отклонениями принимаем средний класс точности с полем допуска t2/2. Согласно табл. 1 приложения IX или по [8] определяем, что t2/2 = 0,3 мм
изаносим в табл. 11.3.
2.Определяем допустимую погрешность измерения по ГОСТ 8.051-81 (см. табл. 11.1) и заносим в табл. 11.3.
3.Выбираем измерительное средство по табл. 11.4, выполняя перечисленные условия. Данные выбранных средств заносим в табл. 11.3.
Всвязи с превышением погрешности измерения отверстия 100Н8 индикаторным нутромером ( 0,018 мм) допустимой погрешности измерения (0,012 мм) установим производственный допуск и приемочные границы на это отверстие.
При допустимой величине выхода размера за границу допуска согласно
табл. 11.2 (при Амет ( ) = 12% для квалитетов 8-9) Сдоп = 0,17 54 = 9,18 мкм.
Выбранное средство с изм = 0,018 мм измерений согласно табл. 11.3 приемлемо для измерения отверстия 9-го квалитета, у которого IT = 87 мкм,
а Спр = 0,17 IT = 0,17 87 = 14,79 мкм.
Приемочные границы смещаем внутрь допуска на С = Спр – Сдоп = 14,79 – 9,18 = 5,61 мкм;
округлим до С = 6 мкм. Тогда производственный допуск и приемочные границы данного отверстия 100 0,0480,006 мм.
97
Таблица 11.3
Выбор измерительных средств
|
Допуск на размер, мм |
Допустимая погрешность измерения, мм |
|
Измерительные средства |
|
|||
Измеряемый размер |
Наименование |
Тип или модель |
Погрешность измерения, мм |
Пределы измерения, мм |
Цена деления, мм |
Метод измерения |
||
|
|
|
|
|
|
|
|
|
Отверстие |
0,054 |
0,012 |
Нутромер |
ГОСТ |
0,018 |
50-100 |
0,01 |
Срав- |
100Н8 |
|
|
индика- |
868-82 |
|
|
|
нения, |
|
|
|
|
|
прямой |
|||
(+0,054) |
|
|
торный |
|
|
|
|
|
|
|
|
|
|
|
и т. д. |
||
Вал |
0,035 |
0,010 |
Микро- |
МК |
0,004 |
75-100 |
0,01 |
Не- |
100f7 |
|
|
метр II |
ГОСТ |
|
|
|
поср., |
|
|
|
|
|
прямой |
|||
(-0,036) |
|
|
класса |
6507-90 |
|
|
|
|
|
|
|
|
|
и т. д. |
|||
(-0,071) |
|
|
|
|
|
|
|
|
Длина ва- |
0,6 |
0,100 |
Штанген- |
ШЦ-I |
0,1 |
0-125 |
0,1 |
Абсо- |
ла |
|
|
циркуль |
ГОСТ |
|
|
|
лют- |
|
|
|
|
|
ный |
|||
=80 ( 0,3) |
|
|
|
166-89 |
|
|
|
|
|
|
|
|
|
|
прямой |
||
|
|
|
|
|
|
|
|
и т. д. |
Таблица 11.4
Характеристики средств измерения линейных размеров
Наименование |
Тип |
Диапазон из- |
Цена |
Погреш- |
Номер |
|
|
или мо- |
мерения, мм |
деления, мм |
ность из- |
стандар- |
|
|
дель |
|
|
мерения, |
та |
|
|
|
|
|
мм |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
ШЦ-I |
0-125 |
0,1 |
0,1 |
ГОСТ |
|
|
ШЦТ-I |
0-125 |
0,1 |
0,1 |
||
Штангенциркули |
166-89 |
|||||
ШЦ-II |
0-160 |
0,1 |
0,1 |
|||
|
ШЦ-III |
0-200 |
0,05 |
0,05 |
|
|
Штангенциркули |
Мод.124 |
0-150 |
0,1 |
0,05 |
ТУ-2- |
|
со стрелочным |
034- |
|||||
отсчетом |
|
|
|
|
3011-83 |
|
Штангенглуби- |
ШГ |
0-160 |
0,05 |
0,05 |
ГОСТ |
|
нометры |
|
|
|
|
162-90 |
|
Штангенглуби- |
Мод. |
0-250 |
0,05 |
0,05 |
ТУ-2- |
|
нометры со стре- |
034-620- |
|||||
лочным отсчетом |
БВ-6232 |
|
|
|
84 |
98
Продолжение табл. 11.4
1 |
2 |
3 |
4 |
5 |
6 |
|
|
МК |
0-25 |
|
0,002 |
|
|
|
гладкие |
25-50; |
|
|
|
|
|
1 класса |
50-75; |
|
0,0025 |
|
|
Микрометры |
|
75-100 |
|
|
|
|
|
100-125; |
|
0,003 |
|
||
|
|
|
|
|||
|
|
125-150 |
0,01 |
ГОСТ |
||
|
МК |
0-25; |
|
6507-90 |
||
|
|
|
||||
|
гладкие |
25-50; |
|
0,004 |
|
|
|
2 класса |
50-75; |
|
|
||
|
|
|
|
|||
|
|
75-100 |
|
|
|
|
|
|
100-125; |
|
0,005 |
|
|
|
|
125-150 |
|
|
||
|
|
|
|
|
||
Микрометры на- |
МГ го- |
|
|
|
ГОСТ |
|
ризон- |
0-20 |
0,01 |
0,003 |
|||
стольного типа |
6507-90 |
|||||
|
тальные |
|
|
|
|
|
Микрометры ры- |
МР-25 |
0-25 |
|
|
|
|
чажные |
МР-50 |
25-50 |
|
|
|
|
|
МР-75 |
50-75 |
0,002 |
0,003 |
ГОСТ |
|
|
МР-100 |
75-100 |
|
4381-87 |
||
|
|
|
|
|
||
|
|
|
|
|
|
|
|
МР-125 |
100-125 |
|
0,005 |
|
|
|
МР-150 |
125-150 |
|
|
||
|
|
|
|
|||
|
ИКГ |
Наружных |
|
|
|
|
|
длин: |
|
|
|
||
|
|
0-350мм; |
|
|
|
|
|
|
внутренних |
|
|
|
|
Оптиметры |
|
размеров: 13,5- |
|
|
ГОСТ |
|
|
150 |
0,001 |
0,0003 |
|||
горизонтальные |
ИКГ-3 |
Наружных |
5405-75 |
|||
|
длин: |
|
|
|
||
|
|
0-500 мм; |
|
|
|
|
|
|
внутренних |
|
|
|
|
|
|
размеров: 13,5- |
|
|
|
|
|
|
400 |
|
|
|
|
Нутромеры мик- |
НМ-75 |
|
|
|
ГОСТ |
|
|
|
|
10-88 |
|||
рометрические |
НМ- |
50-75 |
|
0,004 |
||
|
175 |
75-175 |
0,01 |
0,006 |
|
|
|
НМ- |
75-600 |
|
0,008 |
|
|
|
600 |
|
|
|
|
|
|
|
|
|
|
|
99
Окончание табл. 11.4
1 |
2 |
3 |
4 |
5 |
6 |
|
Нутромеры |
НИ 10 |
6-10 |
|
0,012 |
|
|
индикаторные |
НИ 18 |
10-18 |
|
|
||
|
|
|
||||
|
|
|
|
|
|
|
|
НИ-50А |
18-50 |
|
0,015 |
|
|
|
|
0,01 |
ГОСТ |
|||
|
|
|
|
868-82 |
||
|
НИ 100- |
50-100 |
|
|||
|
|
|
||||
|
1 |
100-160 |
|
0,018 |
|
|
|
НИ 160 |
160-250 |
|
0,02 |
|
|
|
|
|
|
|||
|
НИ 250 |
|
|
|
|
|
|
|
|
|
|
|
|
Нутромеры с |
105 |
10-18 |
0,001 |
0,0035 |
ГОСТ |
|
измерительны- |
||||||
109 |
18-50 |
9244-75 |
||||
ми головками |
|
|
||||
|
|
|
|
|
||
|
01 ИГП |
0-160 |
0,0001 |
0,00015 |
|
|
|
|
|
|
|
||
|
02 ИГП |
0,0002 |
0,0002 |
|
||
Микрокаторы |
|
на стойке СI и |
|
|
|
|
05 ИГП |
0,0005 |
0,0004 |
ГОСТ |
|||
(пружинные го- |
СII (ГОСТ |
|||||
1 ИГП |
0,001 |
0,0006 |
28798- |
|||
ловки типа ИГП) |
|
10197-70) |
|
|
90 |
|
2 ИГП |
0,002 |
0,0012 |
||||
|
|
|||||
|
|
|
|
|
|
|
|
5 ИГП |
|
0,005 |
0,003 |
|
|
|
|
|
|
|
|
|
|
10 ИГП |
|
0,010 |
0,005 |
|
|
|
|
|
|
|
|
Вопросы для самоконтроля
1.Что такое допуск на измерение?
2.Какие условия необходимо выполнить при выборе измерительного средства и его точности?
3.Что означают параметры m, n и C?
4.Что такое приемочные границы и правила их назначения?
5.Как определить допуск на измерение при отсутствии стандартизаванных значений?
Задача 12
Выбор измерительных средств с несколькими звеньями измерительного канала
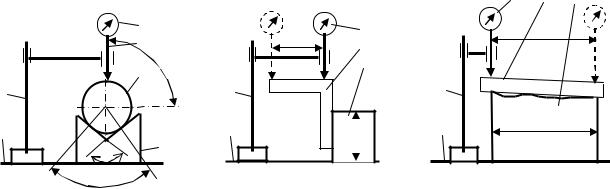
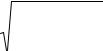
Условия. Выбрать средство измерений (рычажно-зубчатую головку) минимально допустимой точности для контроля отклонения от круглости (рис. 12.1), от перпендикулярности (рис. 12.2) и от параллельности (рис. 12.3) по вариантам, приведенным в табл. 12.1.
100
5 |
|
3 |
|
6 |
|
4 |
|
1 |
2 |
|
|
2 |
|
Рис. 12.1. Схема для
определения отклонения от круглости: 1 –
поверочная плита; 2 – поверочная призма; 3 – наконечник измерительной головки; 4 – штатив; 5 – измерительная головка; 6 - деталь
|
5 |
3 |
2 |
Н |
5 |
L |
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
4 |
|
4 |
|
1 |
Н |
1 |
L |
Рис. 12.2. Схема для оп- |
Рис. 12.3. Схема для оп- |
ределения отклонения |
ределения отклонения от |
от перпендикулярности: |
параллельности: 1 – по- |
1 – поверочная плита; 2 – |
верочная плита; 2 – де- |
поверочный угольник; 3 – |
таль; 3 – поверочная ли- |
деталь; 4 – штатив; 5 – |
нейка; 4 – штатив; 5 – из- |
измерительная головка |
мерительная головка |
Таблица 12.1
Вариант |
Диаметр, мм |
Допуск круглости, мкм |
Число граней |
Вариант |
Длина поверхности Н, мм |
Допуск перпендикулярности, мкм |
Вариант |
Высота Н, мм |
Длина поверхности L, мм |
Допуск параллельности, мкм |
|
|
|
|
|
|
|
|
|
|
|
1 |
20 |
25 |
3 |
2 |
90 |
50 |
3 |
25 |
50 |
40 |
4 |
24 |
40 |
5 |
5 |
100 |
80 |
6 |
35 |
60 |
50 |
7 |
30 |
60 |
7 |
8 |
120 |
60 |
9 |
50 |
100 |
60 |
10 |
40 |
50 |
9 |
11 |
150 |
100 |
12 |
70 |
120 |
80 |
13 |
60 |
100 |
8 |
14 |
160 |
160 |
15 |
120 |
300 |
100 |
16 |
80 |
160 |
3 |
17 |
200 |
120 |
18 |
160 |
200 |
160 |
19 |
100 |
60 |
5 |
20 |
140 |
40 |
21 |
200 |
400 |
120 |
22 |
150 |
80 |
7 |
23 |
60 |
60 |
24 |
220 |
450 |
80 |
25 |
180 |
120 |
9 |
26 |
100 |
160 |
27 |
250 |
500 |
200 |
28 |
200 |
200 |
8 |
29 |
160 |
200 |
30 |
300 |
600 |
250 |
Указания к решению
Выбор измерительного средства определяется допуском на измерение, который зависит от допуска на конролируемый параметр. При отсутствии рекомендаций в нормативно технических документах допуск на измерение
изм = 0,33Т ,
где Т – допуск на контролируемый параметр.
Например, для измерения отклонений формы и расположения допустимую абсолютную погрешность измерения искомого средства измерения определяют по выражению
101
|
изм2 |
n |
|
пр |
2i , |
(12.1) |
|
|
|
i 1 |
|
где изм - абсолютная погрешность измерения точности формы или расположения, которая не должны быть больше 0,33Тф (здесь Тф - заданный допуск формы или расположения); i - абсолютные погрешности n звеньев измерительного канала.
При определении отклонений от круглости одним из способов является способ разностей, при котором находят разность между последовательными значениями размеров исследуемого изделия с помощью двухили трехконтактных приборов. В трехконтактном приборе измеряемую деталь 6 (см. рис. 12.1) устанавливают в призму 2 с углом раскрытия и ощупывают наконечником измерительной головки 3, закрепленной в штативе 4, в направлении под углом к линии, параллельной плите 1 (табл. 12.2). Измерительной головкой 5, тип которой необходимо выбрать, фиксируют максимальное изменение показаний А за один оборот контролируемой детали 6. При этом отклонение от круглости определяют как кр = А/К, где К– коэффициент воспроизведения огранки , зависящий от количества неровностей на периметре контролируемой детали и угла раскрытия призмы (см. табл. 12.2).
Суммарная погрешность по круглости не должна превышать кр Тф, а погрешность измерения в данной схеме не должна превышать изм 0,33Тф.
Размеры и абсолютные погрешности звеньев, входящих в схему измере-
ний, приведены в табл. 12.3; 12.4; 12.5 и 12.6.
При определении отклонений от перпендикулярности угольник 2 плотно прижимают к контролируемой поверхности детали 3 и касаются его наконечником измерительной головки 5 в двух точках на расстоянии Н, равном длине контролируемой поверхности. Разность показаний измерительной головки является отклонением от перпендикулярности. Размеры и абсолютные погрешности звеньев, входящих в схему измерений, приведены в табл. 12.3; 12.4; 12.6 и 12.7.
При определении отклонения от параллельности на проверяемую поверхность детали 2 кладут поверочную линейку 3 и касаются ее наконечником измерительной головки 5 в двух точках на расстоянии L, равном длине контролируемой поверхности. Размеры и абсолютные погрешности звеньев, входящих в схему измерений, приведены в табл. 12.3; 12.4; 12.6 и 12.8.
Таблица 12.2
Параметры трехконтактных устройств для контроля огранок с различным числом граней
102
Число |
Половина цен- |
|
o |
Угол наклона из- |
|
|
Коэффициент воспроизведения огранки К |
Число |
Половина цен- |
трального опорно- |
|
Угол призмы |
o |
Угол наклона из- |
мерительной го- |
|
Коэффициент воспроизведения огранки К |
|
|
|
|
|
|
|
|||||||||||
o |
- |
|
|
o |
- |
|
|||||||||||
граней |
|
|
граней |
|
|||||||||||||
о |
o |
о |
o |
||||||||||||||
|
тральногоопорного угла |
Уголпризмыo =180 |
мерительнойго- |
ловки |
|
го угла |
o =180 |
ловки |
|||||||||
5 |
|
54 |
72 |
|
90 |
|
1 |
3; 5 |
|
45 |
|
|
90 |
|
90 |
|
2 |
7 |
38o30’ |
103 |
|
90 |
|
1 |
7; 9 |
67o30’ |
|
45 |
|
90 |
|
2 |
|||
3; 9 |
|
30 |
120 |
|
90 |
|
1 |
3; 9 |
|
60 |
|
|
60 |
|
90 |
|
2 |
2; 3; 7; 8 |
|
36 |
108 |
|
90 |
|
1,4 |
3; 5; 7; 9 |
|
60 |
|
|
60 |
|
60 |
|
2 |
2; 5; 9 |
|
25 |
130 |
|
90 |
|
1,7 |
3; 5; 7; 9 |
|
30 |
|
120 |
|
30 |
|
2 |
|
5; 7 |
|
30 |
120 |
|
90 |
|
2 |
2 |
|
30 |
|
120 |
|
30 |
|
2,4 |
|
Таблица 12.3
Технические характеристики измерительных головок
|
|
|
|
|
Изго- |
Цена |
Диапа- |
Допустимая |
по- |
||
Измерительная |
Тип, |
ГОСТ |
тови- |
деле- |
зон из- |
грешность, мкм |
|||||
головка |
|
модель |
|
|
тель |
ния, |
мерений, |
Класс точности |
|||
|
|
|
|
|
|
мм |
мм |
0 |
|
1 |
|
Индикатор |
часо- |
ИЧ-2 |
|
|
|
|
0 - 2 |
|
10 |
|
12 |
ИЧ-5; ИЧ-5Р |
|
|
|
|
0 – 5 |
|
12 |
|
16 |
||
вого типа |
|
ИЧ-10 |
577 – |
|
|
0 – 10 |
|
15 |
|
20 |
|
|
|
|
68* |
КРИН |
0,01 |
|
|
|
|
|
|
|
|
ИТ |
0 – 2 |
|
10 |
|
12 |
||||
|
|
ИЧ-25 |
|
|
|
|
0 – 25 |
|
32 |
|
|
|
|
ИЧ-50 |
|
|
|
|
0 – 50 |
|
48 |
|
|
Головка рачажно- |
1ИГ |
18833 |
|
0,001 |
0,05 |
|
0,7 |
|
|||
зубчатая |
(одно- |
|
-73 |
* |
|
|
|
|
|
|
|
2ИГ |
|
0,002 |
0,10 |
|
12 |
|
|||||
оборотная) |
|
|
|
|
|
||||||
Индикатор много- |
1МИГ |
9696- |
ЛИ- |
0,001 |
0 – 1 |
|
2,5 |
|
|||
2МИГ |
0,002 |
0 – 2 |
|
5 |
|
|
|||||
оборотный |
|
|
82* |
ПО |
|
|
|
|
|
||
|
1МИГП |
0,001 |
0 – 1 |
|
1,8 |
|
|||||
|
|
2МИГП |
|
|
|
0,002 |
0 - 2 |
|
3,5 |
|
|
Таблица 12.4
Плиты поверочные и разметочные (по ГОСТ 10905 – 86*)
Размер плиты, мм |
Допустимые отклонения от плоскостности, мкм |
Классы точности |
103