

На прикладі ступінчастого вала (рис. 1.7, а) сформуємо зону чорнової обробки та розподілимо напуск між робочими ходами.
Послідовність розподілу така:
визначаємо напуски на кожній з циліндричних поверхонь (t1,t2,t3;t1= XW0 – XW1,t2= XW0 – XW2,t3= XW0 – XW3) (рис. 1.7, б);
визначаємо найменшу кількість чорнових робочих ходів по кожній циліндричній поверхні . Для цього ділять напуски t1,t2,t3на граничну глибину різанняtгр та округляють отримане число до більшого цілого. Величинаtгр залежить від міцності пластини різця, потужностей приводів головного руху та подачі, швидкості різання верстата, подачі, заданої стійкості, жорсткості системи “верстат – пристрій – інструмент – деталь” (ВПІД) та інших факторів. Для цього прикладу приймемо, що прийнята величинаtгр більша заt3 , але менша заt1 таt2;
визначаємо глибину різання для чорнових робочих ходів, вважаючи, що напуск на кожній поверхні розподілений рівномірно на визначену у попередньому пункті кількість робочих ходів. Для нашого прикладу під час обробки першого циліндра такою глибиною буде величина tср.1, на ділянці другого циліндра –tср.2 ; третього циліндра –tср.3(рис. 1.7, в);
найбільша серед визначених у попередньому пункті глибин різання приймається єдиною (tр) для усієї зони чорнової обробки;
з
а прийнятою величиноюtрпослідовним відніманням від розміру заготовки визначають рівні робочих ходів по усьому напуску (рис. 1.7, г).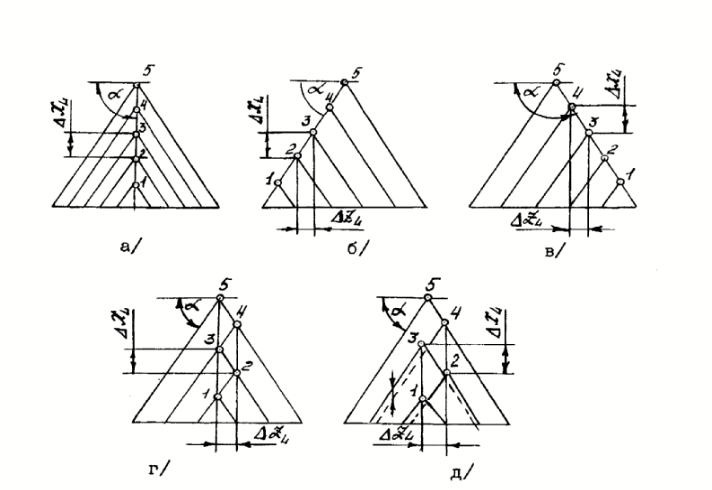
Рисунок 1.6 – Схеми обробки різі

Рисунок 1.7 – Формування зони чорнової обробки та розподіл напуску під час обробки ступінчастих валів
2. Характеристика верстата моделі 16к20т1.02
2.1. Призначення та область застосування верстата
Токарний верстат з ЧПК моделі 16К20Т1.02 призначений для токарної обробки у замкненому напівавтоматичному циклі деталей типу тіл обертання зі ступінчастим та криволінійним профілями, включаючи нарізання різей. Такі верстати застосовуються в одиничному та дрібносерійному виробництві. Клас точності верстата – П (підвищений).
2.2. Загальне компонуваннята принцип роботи верстата
Основою верстата є монолітний виливок прямокутної форми. На основі встановлена станина, електродвигун головного руху, станція подачі масла для змащування, насос подачі ЗОР. У середині основи розташований резервуар для ЗОР.
Станина оснащена загартованими напрямними. На ній розміщують також шпиндельну бабку, каретку поздовжньої подачі, задню бабку. Привод головного руху – це електродвигун із безступінчастим регулюванням частоти обертання. У шпиндельній бабці розташована триступенева коробка швидкостей. Діапазони частот обертання шпинделя показані в п. 2.3.1.
Поздовжня та поперечна подача супорта здійснюється за допомогою стежних електромеханічних приводів.
На супорті закріпляється шестипозиційна револьверна головка з горизонтальною віссю обертання. У різцетримачі головки можна встановити шість різців або три інструментальних блоки для стержневих інструментів. Висока точність верстата забезпечується спеціальною конструкцією ходових гвинтів поздовжньої та поперечної подач та зв’язаних із ними гайок. У корпусі гайки по напівкруглих спіральних доріжках перекачуються точні загартовані кульки, спряжені з напівкруглим профілем різі гвинта. Гайка складається з двох напівгайок. Люфт вибирається за допомогою точного регульованого повороту однієї з напівгайок.
Верстат оснащений трикулачковим самоцентрувальним патроном з електромеханічним приводом затискання заготовки.