

Режимы литья различных термопластов
|
|
Полиэтилен низкого давления |
Полипропилен |
Ударопрочный полистерод |
АБС-пластик |
Капрон |
|
Температера, литья, °С |
260…280 |
220…270 |
210…220 |
230…235 |
240…260 |
|
Удельное давление, Н,см2 |
200…1100 |
800…1700 |
1000…1500 |
1100…1500 |
до 1000 |
|
Температура формы при выгрузке изделий, °С |
50…60 |
60…90 |
70…80 |
65…75 |
50…60 |
Примечание. Требуется предварительная подсушка АБС-пластика при температуре 65…70 °С в течение 2 ч, капрона при температуре 60 ... 100 °С до остаточной влажности 0,1 %.
При изготовлении изделий методом литья под давлением гранулированный материал подается в бункер, затем червяком передается в переднюю зону цилиндра, при этом материал нагревается и пластифицируется. В этой зоне материал под действием нагревателей плавится и под давлением впрыскивается через сопло цилиндра в литниковое отверстие литьевой формы. После заполнения формы проводится выдержка под давлением для компенсации усадки материала при охлаждении формы. В процессе охлаждения формы материал затвердевает, после чего форма размыкается и изделие выталкивается из нее.
Так как в форму впрыскивается материал, нагретый до состояния высокой текучести, при контакте со стенками формы происходит его отверждение. Длительность цикла (от нескольких секунд до десятков секунд) зависит в основном от вида материала, габарита изделия, скорости охлаждения формы. Последняя стадия является самой продолжительной.
Качество получаемого изделия во многом зависит от температуры расплава и формы, давления впрыска. При охлаждении расплава в форме в нем происходят структурные изменения, которые оказывают влияние на физико-механические свойства изделия. В результате различия скорости охлаждения материала во внутренних слоях и поверхностных, соприкасающихся с холодными стенками формы, в материале возникают внутренние (усадочные) напряжения. Кроме того, создаются ориентационные напряжения в результате различия степени ориентации макромолекул полимера в направлении потока расплава в форме и перпендикулярно ему. Эти напряжения можно снизить, снижая разность температур формы и расплава, а также увеличивая скорость заполнения формы. На практике температура формы поддерживается на 100. . .150 °С ниже температуры расплава.
Давление литья должно обеспечивать быстрый впрыск расплава в форму и ее заполнение. Следует учитывать, что 30...50 % давления теряется вследствие сопротивления движению расплава по соплу и литниковым каналам, поэтому при литье требуется такое высокое давление инжекции.
Метод литья под давлением, несмотря на относительно высокую стоимость оборудования и оснастки, является чрезвычайно эффективным при массовом производстве деталей мебели. В этом случае обеспечивается быстрая окупаемость затрат. Кроме того, изделия отличаются точными размерами и формой, хорошим внешним видом и не требуется их дополнительной обработки.
Экструзия – метод непрерывного получения погонажных деталей различного профиля путем выдавливания размягченного термопластичного материала через головку определенной формы.
Установка для экструзии состоит из экструдера (рис. 8) с головкой (фильерой), охлаждающего, тянущего и калибрирующего устройств.
Рисунок 8. Схема одночервячного экструдера:
1 - станина; 2 - головка; 3 - мундштук; 4 - система обогрева; 5 - загрузочный бункер; 6 -червяк; 7 - электродвигатель
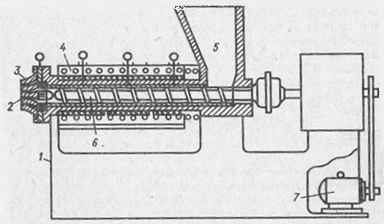
Чаще всего применяют одночервячные экструдеры, в которых с помощью вращающегося червяка проводятся движение, уплотнение и продавливание пластифицированного материала через фильеру.
Процесс экструзии проводится следующим образом. Гранулированный материал (реже порошкообразный) загружается в цилиндр экструдера через бункер. Цилиндр имеет, три условных зоны нагрева. В первой зоне происходит перемещение твердых частиц и их уплотнение. Во второй, зоне сжатия, материал за счет теплоты от цилиндра и внутреннего трения, возникающего в материале, постепенно пластифицируется и расплавляется. В третьей, дозирующей, зоне происходит гомогенезация расплава и его выдавливание через фильеру.
Разделение цилиндра на зоны условно, границы между ними нечеткие, в зависимости от перерабатываемого материала длина этих зон может изменяться. Для переработки аморфных термопластов, плавление которых, происходит в широком диапазоне температур, применяют червяки с длинной зоной сжатия, для переработки кристаллических полимеров с короткой (не более 1 м).
Если перерабатывается нетермостойкий материал (например, поливинйлхлорид), применяют червяки с одной зоной постепенного сжатия без резких переходов между зонами. В результате не происходит большого тепловыделения в зоне сжатия и исключается термическое разложение полимера.
Производительность экструдера в основном зависит от диаметра червяка, отношения его длины к диаметру, скорости вращения червяка. Отношение длины червяка к его диаметру для экструдеров, применяемых во всех странах СЭВ, установлено в пределах 20...25. В целях унификации экструзионного оборудования в этих странах выпускаются экструдеры следующих Диаметров червяков (мм): 25, 32, 45, 63, 90, 125, 160, 200. Для производства погонажных мебельных деталей в зависимости от их сечения применяют экструдеры с диаметром червяка 25...80 мм.
Метод экструзии является высокопроизводительным, безотходным, полностью механизированным способом переработки пластмасс. При его применении можно получать погонажные детали и изделия любой конфигурации.
Прессование широко применяется для переработки термореактивных материалов в изделия различной конфигурации, в то время как для термопластов предпочтительными являются способы литья под давлением, экструзии и вакуум-формования.
Для прессования пластмасс обычно применяют гидравлические прессы различной конструкции, с разной степенью механизации управления (автоматическим, полуавтоматическим, ручным), различные по технологическим признакам (для компрессионного и литьевого прессования). Наибольшее применение получили прессы для компрессионного прессования.
В качестве оснастки применяются пресс-формы с обогревом (паровым, водяным или электрическим), изготовленные из специальных марок стали, выдерживающих воздействие высоких температур, механических усилий и химических веществ, выделяющихся при пластифицировании материала. Формы состоят из матрицы, которая располагается внизу и крепится к столу пресса, и пуансона, располагаемого вверху, который крепится к ползуну пресса. Кроме того, формы имеют нагревательные или охлаждающие плиты, выталкиватели и крепежные детали.
При паровом или водяном обогреве в полости плит высверливают каналы, по которым пропускается теплоноситель или холодная вода для охлаждения, если изделия должны охлаждаться под давлением.
При электрообогреве чаще всего в плитах или пресс-форме вырезают пазы, в которые закладывают тэны - витки медной проволоки с изоляцией. При пропускании по ним переменного тока индуцируются вихревые токи, обеспечивающие равномерный нагрев пресс-формы и материала.
Процесс прессования включает дозирование материала (гранулированного, таблетированного или порошкообразного), загрузку его в форму, нагрев материала, собственно прессование и извлечение изделий из формы.
Перед загрузкой требуемого количества материала в форму предварительно нагревают матрицу и пуансон до необходимой температуры, после чего пресс-форму смыкают. Материал под действием температуры и давления пластифицируется и заполняет формующую полость формы. Под давлением материал переходит в неплавкое состояние и отвердевает, после чего изделие, как правило, без охлаждения выталкивается из формы и зачищается от облоя.
Давления прессования зависит от свойств материала (в основном от текучести), конструкции формуемых изделий и других факторов. Обычно при компрессионном прессовании давление составляет 10 . . . 50 МПа.
Перед прессованием часто проводят подпрессовку для удаления тазов, возникающих в форме. Для этого после смыкания и выдержки под давлением пуансон немного приподнимают и газы удаляются, а затем форму вновь смыкают.
В зависимости от перерабатываемого материала температура прессования составляет 130...200 °С, длительность прессования 1. . .10 мин, в зависимости от материала и габарита изделия.
Для снижения потери сырья, уменьшения объема загрузочных камер и повышения производительности труда проводится таблетирование исходного порошкообразного материала.
Вакуум-формование - способ переработки листовых материалов. Преимуществами этого способа переработки полимерных материалов являются простота и дешевизна оборудования, невысокие требования к формам (не требуются специальные стали, формы могут быть из алюминиевых сплавов, стеклопластика и других материалов); возможность изготовления изделий любой конфигурации различного размера (в том числе и крупногабаритных).
Однако по сравнению с литьем под давлением вакуум-формование имеет ряд недостатков, основными из которых являются образование отходов при изготовлении изделий, разнотолщинность изделий вследствие неравномерной степени вытяжки листа в разных частях формы, невозможность полной автоматизации процесса.
В СССР не организован серийный выпуск установок вакуумного формования для изготовления мебельных ящиков, лотков декоративных деталей и других изделий для мебельного производства. Однако это несложное оборудование может быть изготовлено силами предприятия. В этом случае, однако, степень механизации, не говоря уж об автоматизации, невысока.
Одни из самых совершенных машин для вакуум-формование VF/b выпускает итальянская фирмы "Triulzi" (рис. 9).
В зависимости от свойств материала, толщины листов и конструкции формуемых изделий применяются различные модификации машин VF/b.
Так, при формовании деталей и изделий, требующих глубокой вытяжки, применяют машины модели VF/bc, которая оснащена приспособлением для установки пуансона, позволяющим производить предварительную механическую вытяжку листового материала, и тем самым обеспечивается высокая точность конфигурации отформованного изделия. При использовании листового материала большой толщины (больше 6 мм) или особо жесткого применяют машины модели VF/b2R, оснащенные второй нагревательной панелью с инфракрасными излучателями, благодаря чему улучшается пластификация материала. Такие машины с двойной нагревательной панелью применяются для быстрого формования изделий из листовых материалов нормальной (до 3 мм) толщины.
Рисунок 9. Вакуум-формовачноя машина VF/b фирмы "Triulzi"

На таких машинах изготавливают различного типа ящики, различные емкости, декоративные детали и т.п. (рис. 10).
Рисунок 10. Декоративная панель из ударопрочного полистерола, имитирующего древесину, изготовленная на машине VF/b фирмы "Triulzi"

Машины VF/bC2R характеризуются техническими возможностями обеих предыдущих машин: на них можно производить формование при нормальной скорости деталей с глубокой вытяжкой и применением толстого листового материала или быстрое формование материала нормальной толщины.
Технические характеристики вакуум-формовочных машин фирмы "Triulzi" приведены ниже.
Технические характеристики вакуум-формовочных машин фирмы "Triulzi" (Италия)
|
|
VF/bC75 |
VF/b2K75 |
VF/bC2K75 |
VF/bC107 |
VF/b2K107 |
VF/bC2K107 | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 | ||||||
|
Размеры формовки, мм |
710х510 |
1010х710 | ||||||||||
|
Максимальная высота пресс-формы, мм |
250 |
350 | ||||||||||
|
Мощность нагрева, кВт: |
| |||||||||||
|
верхнего |
7,2 |
12,8 | ||||||||||
|
нижнего |
– |
3,75 |
– |
7 | ||||||||
|
общая |
7,2 |
10,95 |
10,95 |
12,8 |
19,8 |
19,8 | ||||||
|
Удельная мощность нагрева, Вт/см2 |
2 |
3,1 |
3,1 |
1,8 |
2,8 |
2,8 | ||||||
|
Производительность вакуумного насоса, м3/ч |
20 |
40 | ||||||||||
|
Мощность электродвигателя вакуумного насоса, кВт |
1 |
2 | ||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 | ||||||
|
Масса плиты, кг: |
| |||||||||||
|
несущей пресс-формы |
400 |
900 | ||||||||||
|
несущей контрпресс-форму |
150 |
– |
150 |
300 |
– |
300 | ||||||
|
Максимальный расход воздуха на цикл, л |
90 |
60 |
100 |
160 |
140 |
190 | ||||||
|
Габаритные размеры, мм |
1300х1300х2300 |
1300х1300х1400 |
1300х1300х2300 |
1850х3100х3020 |
1850х3100х1700 |
1850х3100х3020 | ||||||
|
Масса, кг |
700 |
800 |
900 |
1000 |
1100 | |||||||
Принцип вакуум-формования заключается в том, что заготовке из листового термопласта, нагретой до высокоэластического состояния, герметически закрепленной по периметру формы, придается требуемая конфигурация путем создания вакуума в полости между заготовкой и формой, за счет чего листовой материал втягивается в полость формы под действием атмосферного давления. После этого изделие охлаждают сжатым воздухом, извлекают и обрезают по контуру. Различают двавида вакуум-формование: негативное (матричное) и позитивное (пуансонами). При негативном заготовка втягивается в углубления формы, при позитивном изделие формуется на поверхности выпуклой части формы — пуансоне.
Вакуум-формование применяется для изготовления мебельных ящиков. Лучшим качеством обладают ящики, изготавливаемые в матричных формах, так как в этом случае наименьшая толщина материала наблюдается в углах ящика (из-за наибольшей вытяжки), а бортики, которые при эксплуатации ящика подвергаются максимальной нагрузке, имеют наибольшую толщину, в результате чего ящики получаются более прочными.
При позитивном формовании разогретая листовая заготовка предварительно вытягивается сжатым воздухом, а затем на пуансоне производится дополнительная механическая вытяжка по форме изделия. В этом случае наименьшая толщина получается у бортиков ящика, а наибольшая толщина стенок - в углах, вследствие чего прочность ящика ниже.
На современных машинах (типа VF/b), как было указано выше, производится предварительное вытягивание листовой заготовки верхним пуансоном, что снижает разнотолщинность изделий.
Ниже приведены режимы вакуумного формования изделий из листовых термопластов.