

Лабораторная работа № 10 изучение устройства и работы фрезерного станка. Режущий инструмент
1. ЦЕЛЬ РАБОТЫ: изучить устройство и работу фрезерных станков (вертикального и горизонтального), ознакомится с основными видами фрез и их применением.
2. КРАТКИЕ СВЕДЕНИЯ ИЗ ТЕОРИИ
Фрезерование – метод обработки заготовок, при котором непрерывное главное вращательное движение совершает режущий инструмент (фреза), а заготовка – поступательное движение подачи.
Отличительной чертой фрезерования является высокая производительность и разноплановая, с точки зрения геометрических форм поверхностей, обработка. На фрезерных станках обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности, уступы и пазы различного профиля.
Особенность процесса фрезерования – прерывистость резания каждым зубом фрезы. Зуб фрезы находится в контакте с заготовкой и выполняет работу резания только на некоторой части оборота, а затем продолжает движение, не касаясь заготовки, до следующего врезания.
Направление вращения фрезы и направление подачи заготовки определяют методы обработки:
а) встречное фрезерование (против направления подачи) – в этом случае направления вращения фрезы и перемещения заготовки не совпадают;
б) попутное фрезерование (по направлению подачи) – когда направления вращения фрезы и перемещения заготовки совпадают.
Наиболее распространенным оборудованием фрезерования поверхностей являются горизонтально-фрезерные и вертикально-фрезерные станки.
Горизонтально-фрезерные станки
В станине 1 станка (рисунок 1, а) размещена коробка скоростей. По вертикальным направляющим перемещается консоль 7. Заготовка, устанавливаемая на столе 4 в тисках или приспособлении, получает подачу в трех направлениях: продольном (перемещение стола по направляющим салазок 6), поперечном (перемещение салазок по направляющим консоли) и вертикальном (перемещение консоли по направляющим станины). Главным движением является вращение шпинделя. Коробка подач 8 размещена в консоли. Хобот 3 служит для закрепление подвески 5, поддерживающей конец фрезерной оправки.
Горизонтально-фрезерные станки, имеющие поворотную плиту, которая позволяет поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на требуемый угол, называют универсальными.

Рисунок 1 - Типы фрезерных станков:
а – горизонтально-фрезерный; б – вертикально-фрезерный
Вертикально-фрезерные станки
Основные узлы станка (рисунок 1, б): станина 1, поворотная шпиндельная головка 3 со шпинделем 4, стол 5, салазки 6, консоль 7, коробка скоростей 2 и коробка подач 8. Главным является вращательное движение шпинделя. Заготовка, установленная на столе, может получать подачу в трех направлениях: продольном, поперечном и вертикальном.
Кроме рассмотренных выше типов фрезерных станков используются также:
- карусельно-фрезерные станки (для массового производства);
- копировально-фрезерные станки (для фрезерования заготовок сложных форм).
Основным видом режущего инструмента, применяемого при фрезеровании, является фреза.
Фреза – многолезвийный инструмент, у которого по окружности или же на торце расположены режущие зубья, представляющие собой простейшие резцы.
На рисунке 2 показана цилиндрическая фреза с винтовыми зубьями. Она состоит из корпуса 1 и режущих зубьев 2. Зуб фрезы имеет следующие элементы: переднюю поверхность 3, заднюю поверхность 6, спинку зуба 7, ленточку 5 и режущую кромку 4.
У цилиндрических фрез различают:
- передний угол , измеренный в плоскости А-А, перпендикулярный к главной режущей кромке;
- главный задний угол , измеренный в плоскости, перпендикулярной к оси фрезы;
- угол наклона зубьев .

Рисунок 2 - Элементы и геометрия фрезы:
D – диаметр фрезы; L – ширина фрезы
В зависимости от назначения и вида обрабатываемых поверхностей различают следующие типы фрез:
1) для обработки плоских поверхностей – цилиндрические (рисунок 3, а) и торцовые (рисунок 3, б, з);
2) для обработки пазов, канавок и шлицев – дисковые (рисунок 3, в), концевые (рисунок 3, г), угловые (рисунок 3, д), шпоночные (рисунок 3, е);
3) для обработки фасонных поверхностей – фасонные (рисунок 3, ж).
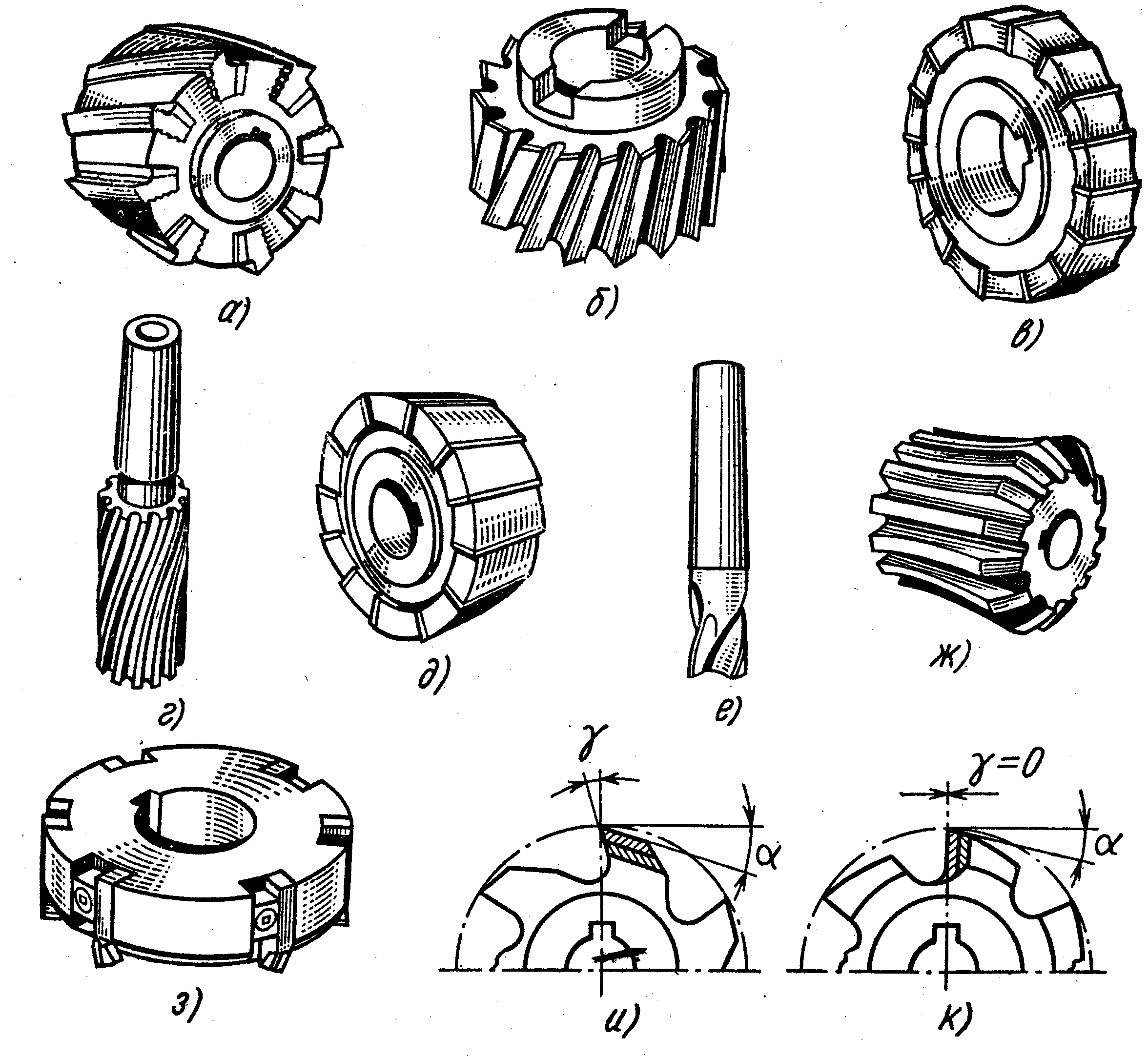
Рисунок 3 - Типы фрез: а – цилиндрическая; б, з – торцовая;
в – дисковая; д – угловая; е – шпоночная; ж – фасонная; з – сборная
Фрезы могут быть цельными (рисунок 3, б-ж) или сборными (рисунок 3, а, з). Цельные фрезы изготавливают из инструментальных сталей. У сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически.
Кроме этого, режущие кромки могут быть прямыми (рисунок 3, д) или винтовыми (рисунок 3, а). Фрезы имеют остроконечную (рисунок 3, и) или затылованную (рисунок 3, к) форму зуба.
На фрезерных станках можно выполнять следующие виды работ:
1) фрезерование горизонтальных плоскостей проводят на горизонтально-фрезерных станках цилиндрическими фрезами (рисунок 4, а) и на вертикаль-но-фрезерных станках торцовыми фрезами (рисунок 4, б);
2) фрезерование вертикальных плоскостей проводят на горизонтально-фрезерных станках торцовыми фрезами (рисунок 4, в), а на вертикально-фрезерных станках концевыми фрезами (рисунок 4, г);
3) фрезерование наклонных плоскостей и скосов проводят торцовыми (рисунок 4, д) и концевыми фрезами на вертикально-фрезерных станках. Скосы фрезеруют на горизонтально-фрезерном станке одноугловой фрезой (рисунок 4, е);
4) фрезерование комбинированных поверхностей проводят набором фрез (рисунок 4, ж) на горизонтально-фрезерных станках;
5) фрезерование уступов и прямоугольных пазов проводят концевыми (рисунок 4, з) и дисковыми (рисунок 4, и) фрезами на горизонтально- и вертикально-фрезерных станках;
6) фрезерование фасонных пазов проводят фасонной дисковой фрезой (рисунок 4, к), угловые пазы – одноугловой и двухугловой (рисунок 4, л) фрезами на горизонтально-фрезерных станках;
7) фрезерование паза клинового проводят на вертикально-фрезерном станке за два прохода: прямоугольный паз – концевой фрезой, затем скосы паза – концевой одноугловой фрезой (рисунок 4, м). Т-образные пазы (рисунок 4, н) фрезеруют также за два прохода: вначале паз прямоугольного профиля концевой фрезой, затем нижнюю часть паза – фрезой для Т-образных пазов;
8) фрезерование шпоночных пазов проводят концевыми или шпоночными (рисунок 4, о) фрезами на вертикально-фрезерных станках;
9) фрезерование фасонных поверхностей незамкнутого контура с криволинейной образующей проводят на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профили (рисунок 4, п).
В зависимости от условий работы фрезы изготавливают из различных видов материалов:
углеродистые инструментальные стали (У10-У13);
легированные инструментальные стали (9ХС, ХВ, ХВГ и др.);
быстрорежущие стали (Р6М5, Р8М3, Р12, Р18, Р94Ф4К8, Р12Ф4К5 и др.);
твердые сплавы (ВК4, ВК8, Т15К6, Т14К8, Т5К10, Т30К4).
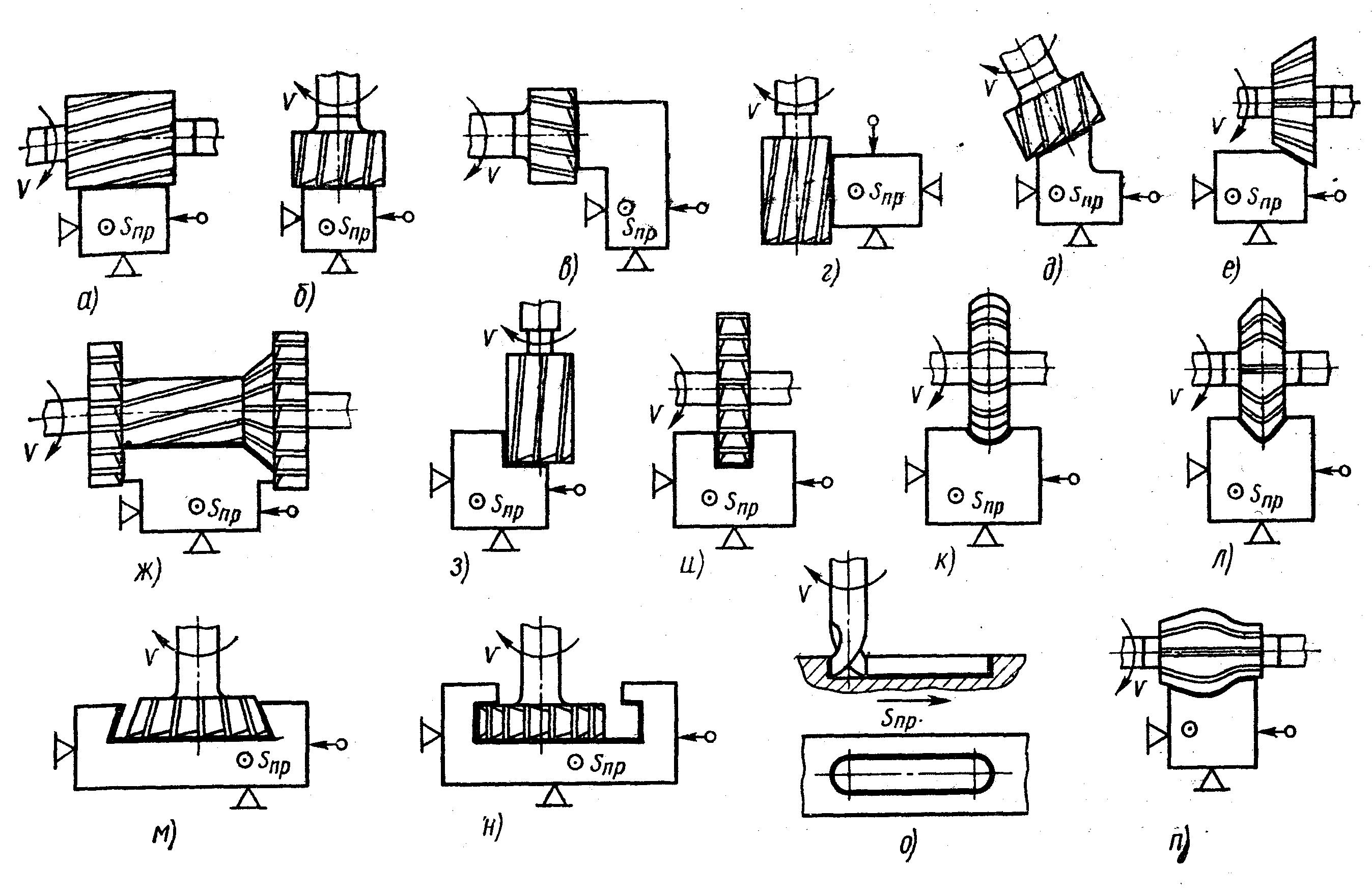
Рисунок 4 - Схемы обработки заготовок на горизонтально-
и вертикально-фрезерных станках
3. НЕОБХОДИМЫЕ ПРИБОРЫ, ОБОРУДОВАНИЕ И МАТЕРИАЛЫ
3.1. Вертикально- и горизонтально-фрезерный станки.
3.2. Фрезы различных типов.
4. МЕТОДИЧЕСКИЕ УКАЗАНИЯ И СОДЕРЖАНИЕ ОТЧЕТА
4.1. Изучить устройство и работу вертикально-фрезерного и горизонтально-фрезерного станков. Привести общий вид указанных выше станков.
4.2. Зарисовать цилиндрическую фрезу с винтовыми зубьями и отметить ее элементы.
4.3. Привести классификацию фрез и зарисовать схемы обработки заготовок на фрезерных станках.
4.4. Указать материалы, применяемые для изготовления фрез.
5. РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
5.1. Технология конструкционных материалов: Учебник для студентов машиностроительных ВУЗов / А.М. Дальский, Т.М. Барсукова, Л.Н. Бухаркин и др.; Под общ. ред. А.М. Дальского. – 5-е изд., испр. – М. Машиностроение, 2009. – 511 с.
5.2. Фетисов, Г.П. Материаловедение и технология металлов: Учеб. для ВУЗов по машиностроительным специальностям / Г.П. Фетисов, М.Г. Кафпман, В.М. Матюнин и др. – М.: Высш. шк., 2009. – 637 с.
5.3. Дриц М.Е., Москалев М.А. Технология конструкционных материалов и материаловедение: Учеб. для студентов немашиностроительных спец. ВУЗов. – М.: Высшая школа, 2007. – 446 с.