

Задача 18.1 Расчет и проектирование калибров для контроля расположения поверхностей
Условие. Рассчитать калибр для
контроля соосности поверхностей,
изображенных на рис. 18.1. Начертить схемы
полей допусков измерительных элементов
и эскиз калибра.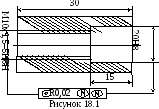
Решение
1. Принимаем составную конструкцию комплексного калибра (рисунок18.4) с базовым резьбовым элементом.
2. Предельное смещение осей контролируемых поверхностей от номинального расположения (по таблице18.15, пункт 1 [3]) для:
гладкой поверхности ТР= 0,04мм; резьбовой (базовой) ТР= 0.
3. Предельные отклонения и допуски измерительных элементов калибра согласно таблице18.14 [3](при ТР= 0,04мм) для:
гладкой поверхности
F = 0,012 мм; H = 0,005 мм; W = 0,005 мм; TРК= 0,008 мм;
резьбовой поверхности
H0= H = 0,005мм; W0= W = 0,005мм.
4. Наибольший допустимый зазор в соединении двух элементов калибра Smax== 0 мм.
5. Исполнительные размеры элементов калибра рассчитываем по формулам таблицы18.16 [3].
Для гладкой поверхности (схема полей допусков приведена на рисунке18.2):
dK = (Dmin -TP+Smax+F+H0)-H = (20-0,04+ 0 + 0,012+0,005)-0,005 = 19,977-0,005мм.
(Dmin определяем по приложениюIтаблица1 [3])
dK-W = dK max - H - W = 19,977 - 0,005 - 0,005 = 19,967 мм.
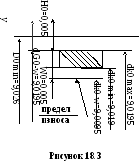
Для резьбовой (базовой) поверхности (схема полей допусков приведена на рисунке18.3)
dK0= (dG0-W)-H =9,0195-0,005
мм;
=9,0195-0,005
мм;
(dG0-W определяем по таблице18.13 [3]);
dK0-W = dG0-W – H0 – W0 = 9,0195 – 0,005 – 0,005 = 9,0095 мм.

6. Предельное
отклонение от соосности гладкой
поверхности относительно резьбовой
(допуск соосности) в радиусном выражении
 = 0,004
мм.
= 0,004
мм.
Чертеж комплексного калибра приведен на рисунке 18.4.
1

Ra0,08
19,977-0,005










































1

9,0195-0,005

Ra0,08



















R 0,004


Рисунок 18.4
Список использованной литературы
1. Анурьев В. И. Справочник конструктора – машиностроителя: в 3 т. / Анурьев В. И. – М.: Машиностроение, 1980. – Т.1. – 728с., ил.
2. Выгодский М.Я. Справочник по элементарной математике / М.Я. Выгодский. – М.: Гос. изд-во физ.-мат. лит-ры, 1958. - 412с.
3. Димов Ю.В. Метрология, стандартизация и сертификация (практикум): Учеб. пособие. / Ю.В. Димов. – Иркутск: Изд – во ИрГТУ, 2005.- 274 с.
4. Димов Ю.В. Метрология, стандартизация и сертификация: Учебник для технических специальностей вузов / Ю.В. Димов. – Иркутск: Изд – во ИрГТУ, 2002.- 448 с.