

43
8.4. Канавки для выхода шлифовального круга
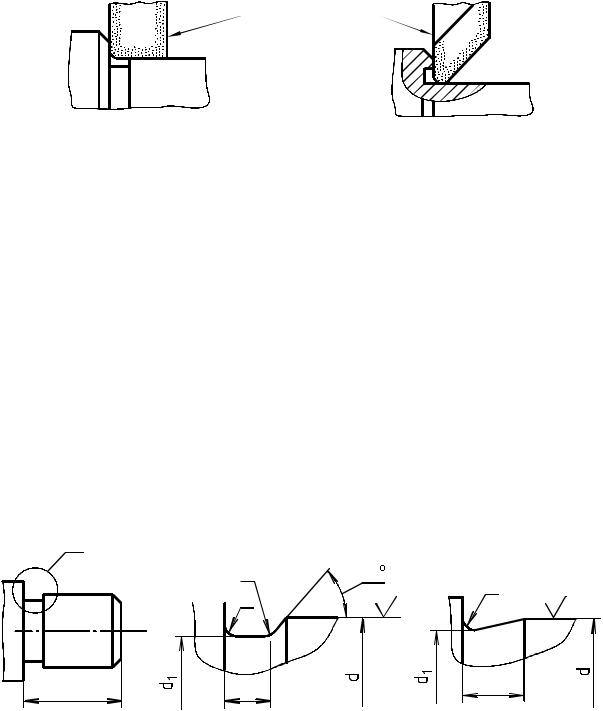
Шлифование позволяет получить точные поверхности деталей. Кромки шлифовального круга всегда немного скруглены, поэтому канавку для выхода шлифовального круга делают в том месте детали, в котором нежелательно наличие уступа, оставшегося от кромки шлифовального круга (рис. 8.18).
По наружному цилиндру |
По наружному торцу |
|
Шлифовальный круг |
Скругление кромки |
Скругление кромки |
шлифовального круга |
шлифовального круга |
Рис. 8.18
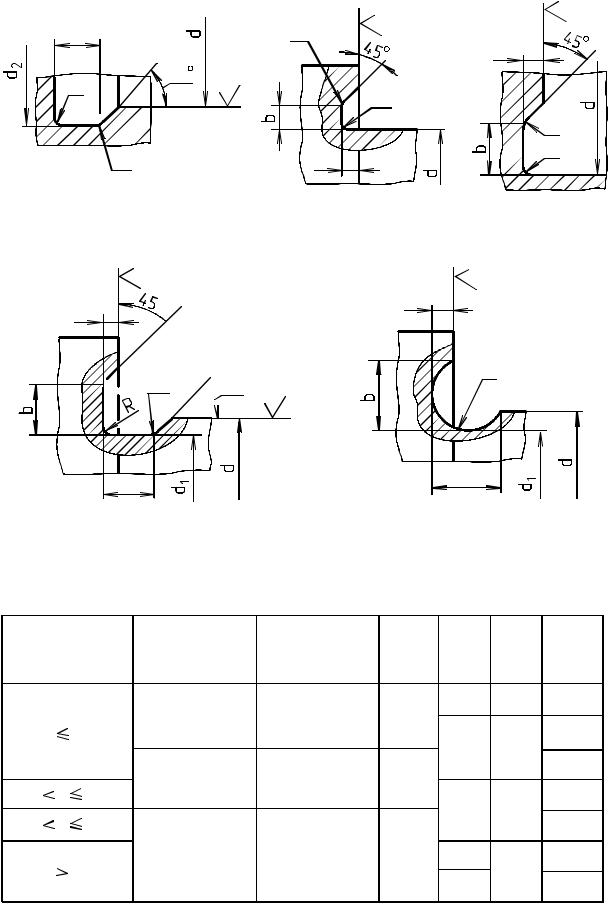
Канавку на чертеже изображают упрощенно, а чертеж дополняют выносным элементом, показывающим профиль канавки (рис. 8.19). Виды и форму канавок устанавливает ГОСТ 8820-69. Определяющим размером для канавок на поверхностях вращения является диаметр поверхности d. Размеры канавки в размерные цепи деталей не включают (рис. 8.19).
Форма и размеры канавок для выхода шлифовального круга для круглого наружного (рис. 8.19) и внутреннего (рис. 8.20) шлифования по цилиндру, наружного (рис. 8.21) и внутреннего (рис. 8.22) шлифования по торцу, а также смешанного шлифования по наружному цилиндру и торцу (рис. 8.23) приведены на указанных рисунках и в табл. 8.12. Знаком “  “ на рис. 8.19-8.23 отмечены поверхности, подлежащие шлифованию.
“ на рис. 8.19-8.23 отмечены поверхности, подлежащие шлифованию.
|
Исполнение 1 |
|
Исполнение 2 |
À |
À(увеличениямасштаб ) |
|
À(увеличениямасштаб ) |
|
R1 |
45 |
R |
|
|
|
 R
R
b |
b |
|
Рис. 8.19
|
|
44 |
|
b |
|
R1 |
h |
|
|
|
|
R |
45 |
|
|
|
R |
|
|
|
|
|
|
|
|
|
R1 |
|
R1 |
h |
R |
|
|
||
Рис. 8.20 |
Рис. 8.21 |
Рис. 8.22 |
|
|
Исполнение 1 |
|
Исполнение 2 |
 h h
h h 
R
 R1
R1  45
45
b |
b |
|
|
|
Рис. 8.23 |
Таблица 8.12
Размеры канавок для выхода шлифовального круга при круглом шлифовании по ГОСТ 8820-69, мм
|
|
Наружное |
Внутреннее |
|
|
|
|
|
d |
шлифование шлифование |
h |
R |
R1 |
b |
|
|
|
d1 |
d2 |
|
|
|
|
|
|
d - 0,3 |
d + 0,3 |
0,2 |
0,3 |
0,2 |
1 |
d |
10 |
|
|
0,5 |
0,3 |
1,6 |
|
|
|
|
|
|
2 |
||
|
|
d - 0,5 |
d + 0,5 |
0,3 |
|
|
|
|
|
|
|
|
|||
10 |
d |
50 |
|
|
1,0 |
0,5 |
3 |
50 |
d |
100 |
|
0,5 |
1,6 |
|
5 |
d |
|
d - 1,0 |
d + 1,0 |
2,0 |
1,0 |
8 |
|
100 |
|
|
3,0 |
10 |
|||
|
|
|
|
|
|
||
45
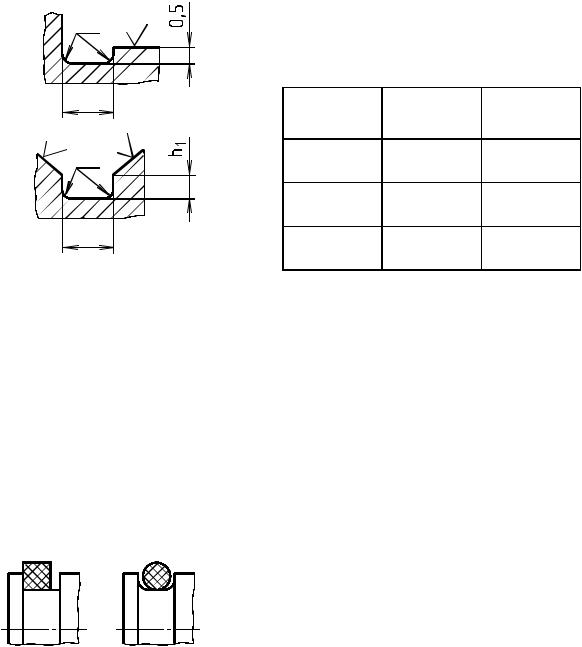
При плоском шлифовании (рис. 8.24) сечение канавки определяется размерами b1 , h1 и радиусами скругления R2 , значения которых в мм приведены в табл. 8.13.
R2 |
|
|
Таблица 8.13 |
|
Размеры канавок при плоском |
||||
|
||||
|
|
шлифовании, мм |
||
b1 |
b1 |
h1 |
R2 |
|
|
||||
R2 |
2,0 |
1,6 |
0,5 |
|
|
3,0 |
2,0 |
1,0 |
|
b1 |
5,0 |
2,0 |
1,6 |
|
|
||||
Рис. 8.24 |
|
|
|
|
8.5. Канавки под сальниковые уплотнительные кольца из фетра и технического войлока
Для обеспечения герметичности в подвижных и неподвижных соединениях деталей, предотвращения утечки рабочей среды (жидкости или газа), защиты перемещающихся друг относительно друга поверхностей от пыли и грязи служат уплотнения различных видов.
Уплотнение зазоров между сопряженными цилиндрическими поверхностями выполняют при помощи радиальных уплотнений. Простейший вариант радиального уплотнения - кольца, закладываемые в кольцевые проточки, выполненные в одной из сопрягаемых
деталей (рис. 8.25). При этом заложенные
в проточки кольца должны несколько выступать из проточек, чтобы деформируемое в процессе сборки кольцо за счет сил упругости прижималось к охватываю-
щей цилиндрической поверхности. Кольца могут изготавливаться из различных материалов (тех-
нический войлок, фетр, техническая резина, полимеры и др.) и иметь различную форму поперечного сечения (круглую, прямоугольную, квадратную и т. д.).
Широкое распространение получили так называемые сальниковые уплотнительные кольца прямоугольного сечения, изготавли-
46
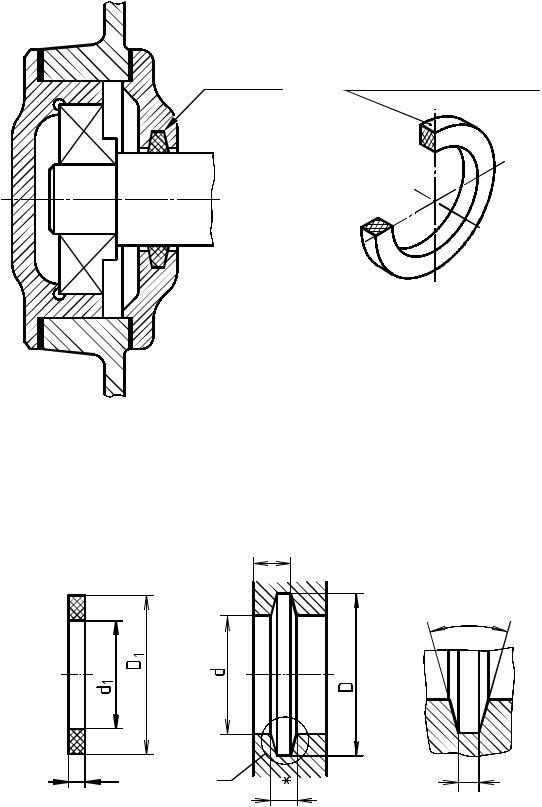
ваемые из технического войлока или фетра, устанавливаемые в трапецеидальные проточки корпусов, крышек или втулок и используемые для уплотнения места выхода из них вращающегося вала (рис. 8.26).
Проточка Кольцо уплотнительное
Рис. 8.26
Форма и размеры канавок сальниковых
уплотнений с кольцами из фетра и войлока, а также форма и размеры этих колец приведены на рис. 8.27 и в табл. 8.14. Определяющим
размером при выборе диаметра d отверстия под вал, наружного диаметра D канавки и её ширины b, а также внутреннего d1 и наружного D1 диаметров кольца и его ширины b2 служит диаметр dâ вала. При этом параметры d, d1 и D1 определяются по зависимос-
тям (мм): d=dâ+1,0; dâ= d1 -1,0; D1 =D-1,0, а параметры D, b и b2 - по табл. 8.14. l
À(...)
15
b2 |
À |
b |
b1
 Размер для справок
Размер для справок
Рис. 8.27