

8.3. Смена баз и принцип единства баз
Под сменой баз понимается замена одних поверхностей другими с сохранением их принадлежности к конструкторским, технологическим и измерительным базам. Различают организованную и неорганизованную смену баз. Организованная смена баз производится с соблюдением определенных условий в процессе управления сменой баз. Неорганизованная смена баз чаще всего происходит случайно, без управления возникающими явлениями. Обычно неорганизованная смена баз происходит во время установки и закрепления заготовки вследствие погрешностей геометрической формы заготовки, неправильного расположения и погрешностей установочных элементов приспособления, неправильного приложения силового замыкания, недостаточного усилия зажима и др. Организованная смена баз производится в следующих случаях:
– при невозможности обработки всех поверхностей заготовки с одного установа;
– для получения требуемой точности необходима обработка на различных станках;
– при сборке, когда требуемая точность может быть получена наиболее простым, удобным и экономичным способом;
– в процессе измерения при его упрощении и повышении точности измерения.
В общем случае всякая смена баз ведет к замене одного звена двумя новыми, то есть к увеличению количества звеньев или к повышению погрешности.
Рассмотрим пример обработки отверстия в детали при разных технологических базах (рис. 49).
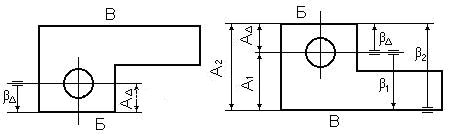
а) б)
а – технологическая база Б; б – технологическая база В
Рисунок 49
При установке
деталей на базу Б погрешность размера
А и
относительного поворота β
зависят только от самого станка и
погрешность будет равна А
= А и β
= β; при установки детали на базу В
погрешность составляет ![]() и
и ![]() .
Следовательно, при установке на базу В
погрешность обработки возрастает.
.
Следовательно, при установке на базу В
погрешность обработки возрастает.
Так как смена баз ведет к увеличению погрешностей, то при выборе технологических баз необходимо совмещать технологические базы с измерительными, то есть обеспечить принцип единства или совмещения баз. В общем случае принцип единства баз характеризуется совмещением конструкторских, технологических и измерительных баз. В этом случае обеспечивается обработка деталей по размерам, указываемым в рабочих чертежах. В наибольшей степени принцип единства баз достигается при обработке некоторых деталей за один установ на станках с ЧПУ.
В ряде случаев, размеры, указанные на рабочих чертежах, неудобны при проведении обработки или измерении и технолог вынужден выбирать технологические размеры, удобные для выполнения данной операции. В этом случае производится перерасчет конструкторских размеров и допусков на технологические размеры в сторону их ужесточения.
При выборе технологических баз необходимо также выдерживать принцип постоянства баз, заключающийся в том, что по возможности, на большинстве операций технологического процесса в качестве технологической базы необходимо использовать одну и ту же технологическую базу. Принцип постоянства баз обеспечивает повышение точности относительных поворотов поверхностей.