

Аппаратные и программные средства систем управления Введение
В конце 60-х годов прогресс средств автоматизации технологических процессов на основе вычислительной техники достиг такого уровня, что в промышленно-развитых странах встал вопрос о крупномасштабной автоматизации на основе ЭВМ.
Однако, в то время было неизвестно, где именно проявится наибольший эффект от внедрения новых технических средств, в технологии производства или в смежных областях. Поэтому в 70-х годах независимо друг от друга стали развиваться главным образом 2 сферы:
автоматические системы управления производством (АСУП),
системы автоматического проектирования (САПР)
Автоматизация производственных технологий
Оборудование с ЧПУ.
Робототехнологические комплексы.
Автоматические системы управления технологическими процессами (АСУТП).
Полученный опыт показал, что автоматизация обработки информации в отрыве от автоматизации технологических процессов не приводит к желаемым результатам. По этой причине в 80-х годах был взят курс на интеграцию этих двух сфер автоматизации.
Интенсивно такая интеграция осуществляется в направлении, получившем название ГАП (гибкие автоматизированные производства).
В начале 80-х было создано более 60 ГАП (авиационная промышленность). Это позволило:
увеличить коэффициент использования оборудования на 30%;
уменьшить простой оборудования на 40%;
снизить его себестоимость на 10%;
уменьшить потребность в персонале на 30%
обеспечить поточное производство единичной партии изделий поступающих в производство.
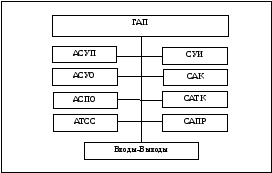
Рис. Структура ГАП
Для реализации ГАП применяются:
Автоматические и роторные станки.
Станки с ЧПУ.
Робототехнологические комплексы (РТК).
Гибкие производственные модули (ГПМ).
Средства автоматизации и приборы.
Каждая система ГАП управляется средствами вычислительной техники со своим програмным обеспечением . Общее управление производится центральной ЭВМ.
Системы числового програмного управления станками. Сущность числового управления.
Программа работы любого автомата в самом общем случае должна содержать систему управления станками двух видов:
Командную (информирует наблюдателя о размерности ходов во времени).
Размерную (информирует наблюдателя о величине ходов цикла);
В зависимости от способа задания информации, системы управления делят на 3 класса:
нечисловые(кулачковые, копировальные, путевые),
числовые,
временные.
В кулачковых системах величина хода исполнительного органа определяется подъёмом профиля кулачка.
В путевых системах величину хода исполнительного органа ограничивают 2 конечных переключателя и переставные упоры.
Во временных системах исполнительным органом управляют при помощи командо- аппарата, который имеет независимый привод или электронное управление.
Цикловая система управления– объединяет признаки путевой и временной систем: последовательность команд определяется контроллерами, а величину хода задают так же, как и в путевых системах (конечными выключателями и упорами).
Нечисловые системыможно отнести к классунепрерывных, а числовые системы к классудискретных.
Числовые системы управленияназываются так потому, что величина каждого хода задается при помощи чисел; каждой единице информации соответствует дискретное перемещение исполнительного органа на определенную величину. Эта величина носит названиеразрешающей способности системыилицены импульса.
Исполнительный орган можно переместить на любую величину кратную единице импульса:
![]()
где q– цена импульса, аN– число импульсов подаваемых на вход привода.
Число N, записанное на носителе информации (перфолента, магнитная лента, магнитный диск, и др.) являетсяпрограммой. Программа записывается определенной системой кодирования.
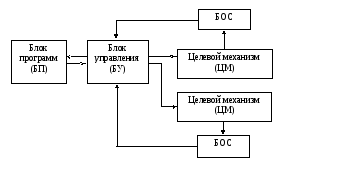
Рис. Структурная схема системы ЧПУ

Рис. Структурная схема целевого механизма (ЦМ)
Блок программ (программа)– считывает информацию с носителя информации (программоносителя);
Блок управления (БУ) – управляет всей системой, состоит из многих блоков;
Целевые механизмы (ЦМ) – осуществляют основные и вспомогательные движения;
Блоки обратной связи (БОС) – контролируют величины перемещений;
Двигательпостоянного тока с фазным ротором, асинхронный, шаговый, гидро и пневмо- двигатели.
Передача– производит преобразование энергии, использует безлюфтовые передаточные механизмы, зубчатые передачи, волновые редукторы, шарико-винтовые передачи.
Исполнительный механизм – стол, салазки, пиноль, каретка, шпиндель.
В зависимости от наличия цепи обратной связи различают:
разомкнутые СЧПУ,
замкнутые СЧПУ.
В зависимости от технологических возможностей различают:
позиционные;
контурные;
универсальные системы.
В позиционныхсистемах по каждой
оси координат программируется только
величина перемещения, это обеспечивает
перемещение исполнительного механизма
из одной позиции в другую с высокой
точностью. При этом траектория перемещения
может быть произвольной. Такие системы
применяют в сверлильных и координатно-расточных
станках.
позиционныхсистемах по каждой
оси координат программируется только
величина перемещения, это обеспечивает
перемещение исполнительного механизма
из одной позиции в другую с высокой
точностью. При этом траектория перемещения
может быть произвольной. Такие системы
применяют в сверлильных и координатно-расточных
станках.
Рис.
В контурныхсистемах по каждой оси координат программируется закон перемещения и величина хода. При сложении перемещений по отдельным осям координат обрабатываются сложные криволинейные поверхности. Эти системы применяют во фрезерных и токарных станках.
Универсальныесистемы – системы, обладающие свойствами контурных и позиционных систем. Такие системы обычно применяют в многоцелевых станках.
Число управляемых координат задают дробью: 2/1, 3/2, 4/4. Числитель– число управляемых координат,знаменатель– число одновременно управляемых координат.