

Глава 13 сборка, монтаж и регулировка рэс
13.1. Виды соединений в конструкциях рэс
Конструкция РЭС состоит из ЭРК, деталей и сборочных единиц. ТО объединения этих элементов в конструкцию изделия называют сборкой. Сборка — завершающий этап ТП изготовления РЭС, результат всех предшествующих этапов разработки и производства конструкции.
При сборке РЭС используют разъемные и неразъемные механические и электрические соединения, виды которых представлены в табл. 13.1.
Таблица 13.1
|
Соединения разъемные |
Соединения неразъемные | ||
|
электрические механические |
механические |
электрические |
механические |
|
Резьбовые |
Сварка | ||
|
Основанные на упругой деформации
|
Пайка | ||
|
Основанные на пластической деформации | |||
|
Склеивание | |||
|
Накрутка |
— | ||
Разъемные соединения допускают разборку изделия несколько раз. Вид соединения деталей и компонентов разработчик выбирает с учетом условий работы изделия, требуемой надежности, технологии изготовления и стоимости сборки.
Неразъемными являются соединения, при разборке которых происходит разрушение материалов и (или) составляющих соединение элементов.
13.1.1. Механические соединения
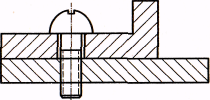
Рис 13.1 Резьбовое соединение
В конструкциях РЭС используют разъемные механические соединения, обеспечиваемые упругой деформацией их конструктивных элементов (крышек, элементов корпусов, деталей крепления узлов), осуществляемые вводом выступов одной детали в прорези другой и поворотом первой детали. Например, на упругой деформации пружинного элемента конструкции основано байонетное соединение, используемое при стыковке коаксиальных соединителей и круглых экранов. Для создания неразъемных механических соединений используют многие технологические процессы машиностроения — сварку (контактную, газовую), пластическую деформацию, склеивание, пайку.
Сварку применяют для изготовления каркасов, стоек, шасси, антенных устройств, изготавливаемых из стали и алюминиевых сплавов. Чаще применяют контактную электрическую сварку (рис. 13.2, а), в процессе которой свариваемые детали 1 и 2 сжимают электродами 3, через которые пропускают импульс тока I вызывающий расплавление области контакта деталей. После окончания воздействия импульса тока застывший металл образует соединение — сварную точку 4.
Механическое неразъемное соединение, получаемое пластической деформацией, обеспечивает большую, чем сварка, механическую прочность соединения. Его разновидности:
-заклепочное соединение (рис. 13.2, б),
-загибка (рис. 13.2, в),
-вальцовка (рис. 13.2, г) и др.
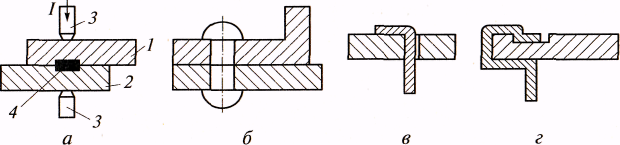
Рис. 13.2. Образование неразъемных механических соединений:
а — сваркой; б — клепкой; в — загибкой; г — вальцовкой;
1,2 — детали; 3 электроды; 4 — сварная точка
К механическим неразъемным соединениям относят и склеивание, при котором в зазор между деталями наносят клей — полимерную композицию, которая после затвердевания обеспечивает соединение деталей за счет адгезии и сил молекулярного сцепления. Используются клеи в виде жидкостей, пленок, порошков, одно- и двухсторонних липких лент, расплавов.
Таблица 13.2
|
Марка клея |
Химическая основа клея |
Склеиваемые материалы |
Рабочая температу-ра, °С |
Предел прочности, МПа |
|
БФ-2 БФ-4 |
Фенол формаль-дегидная смола |
Металлы, слоистые пластики, керамика, ферриты, ситалл |
-60. ..+60 |
8. ..30 |
|
В-9 |
Эпоксидная смола |
Металлы, слоистые пластики |
-60. .. + 125 |
15. ..23 |
|
ПУ-2 |
Полиуретан |
Металлы, силикатные стекла, ферриты, пластмассы |
-60. .. + 80 |
3...22 |
|
ЛН |
Наиритовый каучук |
Резины, металлы, пластики, стекла, ферриты |
-60. ..+60 |
1...5 |
Соединение склеиванием, которое дешевле резьбового и сварного, позволяет соединять детали из разнородных материалов, не вызывая в них структурных изменений. Часто склеивание оказывается единственно возможным способом соединения разных материалов (резины с металлом, металла со стеклом или керамикой). При этом клеевой шов может быть прозрачным или непрозрачным, проводником или изолятором, а также может обладать магнитными свойствами.
Недостатками клеевых соединений являются их невысокая прочность, низкая термостойкость, большое время сушки клея, токсичность некоторых его компонентов. Клеи имеют сложную рецептуру, в которую кроме основы (полимера), обеспечивающей адгезию к склеиваемым материалам, могут входить растворитель (разжижитель), отвердитель (катализатор), пластификатор, наполнитель.
В качестве основы клеев используют высокомолекулярные смолы — фенолформальдегидные, эпоксидные, полиуретановые и др. Тип клея выбирают исходя из вида склеиваемых материалов, механической нагрузки, условий эксплуатации изделия. Склеивание лежит в основе изготовления ФСМ, используется для соединения слоев многослойных ПП и крепления ЭРК на поверхности ПП. Параметры некоторых марок клеев приведены в табл. 13.2.