

4. Исследовательская часть
4.1. Измерительная система для станков с чпу
С окращение
времени наладки на величину до 90 % и
улучшение управления технологическим
процессом.
окращение
времени наладки на величину до 90 % и
улучшение управления технологическим
процессом.
К
Рис. 13. Сверхкомпактный
датчик, устанавливаемый в шпиндель,
для наладки и измерения
Контактные датчики компании Renishaw (рис. 13) используются на предприятиях по всему миру, обеспечивая повышение производительности труда и качества деталей. Эти датчики выбраны в качестве стандартных принадлежностей большинством производителей КИМ и станков. Простота установки позволяет использовать контактные датчики для модернизации уже используемых станков.
Д атчики
для наладки инструмента на обрабатывающих
центрах и токарных станках
атчики
для наладки инструмента на обрабатывающих
центрах и токарных станках
с ЧПУ.
Р
Рис. 14. Наладка
инструмента на станке
Скоростная наладка инструмента и контроль на станке позволяют сократить время наладки и свести к минимуму объем брака.
С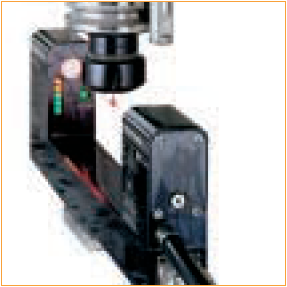 ерия
рук (рис. 16) с встроенными контактными
датчиками для наладки инструмента
компанииRenishaw,
предназначенных для токарных станков
с ЧПУ обеспечивают ручной и автоматический
режим работы для пользователей этих
станков. Компания Renishaw
предлагает также серию устройств для
наладки инструмента и обнаружения
неисправного инструмента на обрабатывающих
центрах.
ерия
рук (рис. 16) с встроенными контактными
датчиками для наладки инструмента
компанииRenishaw,
предназначенных для токарных станков
с ЧПУ обеспечивают ручной и автоматический
режим работы для пользователей этих
станков. Компания Renishaw
предлагает также серию устройств для
наладки инструмента и обнаружения
неисправного инструмента на обрабатывающих
центрах.
С
Рис. 15. Бесконтактная
лазерная система наладки инструмента
Система NC1 (рис. 15) предназначена для бесконтактной лазерной наладки инструмента и совмещает в себе все достоинства системы TS27R с целым рядом дополнительных возможностей.
Датчики для измерений и установки заготовок на обрабатывающих центрах и токарных станках с ЧПУ
К
Рис. 16. Руки для
наладки инструмента на токарных станках
– обеспечение быстрого режима работы
с высокой повторяемостью
Значительное снижение непроизводительных затрат времени на проведение ручных операций.
Устранение брака, связанного с нестабильностью настройки.
Точное распознавание деталей после обработки и сокращение простоев, связанных с выполнением измерений вне станка.
Программное обеспечение для датчиков
Компания Renishaw предоставляет мощное программное обеспечение. Оно позволяет с помощью легко программируемых макрокоманд выполнять наладку инструмента, установку деталей и измерения. Соответствующие циклы измерений легко вводятся в управляющие программы обработки деталей.