Вырубной штамп. Схема установки заготовки.
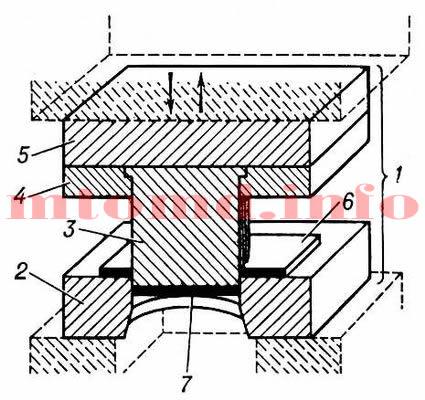 1
– штамп; 2 – матрица; 3 – пуансон; 4 –
пуансонодержатель; 5 – верхняя плита;
6 – заготовка; 7 – вырубленная деталь
1
– штамп; 2 – матрица; 3 – пуансон; 4 –
пуансонодержатель; 5 – верхняя плита;
6 – заготовка; 7 – вырубленная деталь
Для удешевления производства при малом объёме листовой штамповки деталей (особенно крупногабаритных) матрицу изготовляют из чугуна, стали или бетона, а пуансон заменяют водой или др. жидкостью, находящейся в контейнере, расположенном на матрице над заготовкой. В результате взрыва порохового заряда в воде создаётся давление на листовую заготовку и происходит её деформация по форме матрицы. Этот метод назван взрывным штампованием (см. Штамповка взрывом). Используют также электрический разряд, действие которого на воду передаётся заготовке, – метод электролитической штамповки. Заготовки можно штамповать в штампе, который имеет одну рабочую часть (матрицу или пуансон). В этом случае для создания давления на заготовку используют разряд высоковольтных конденсаторов, в результате которого создаётся мощное быстроменяющееся магнитное поле, – метод электромагнитной штамповки.
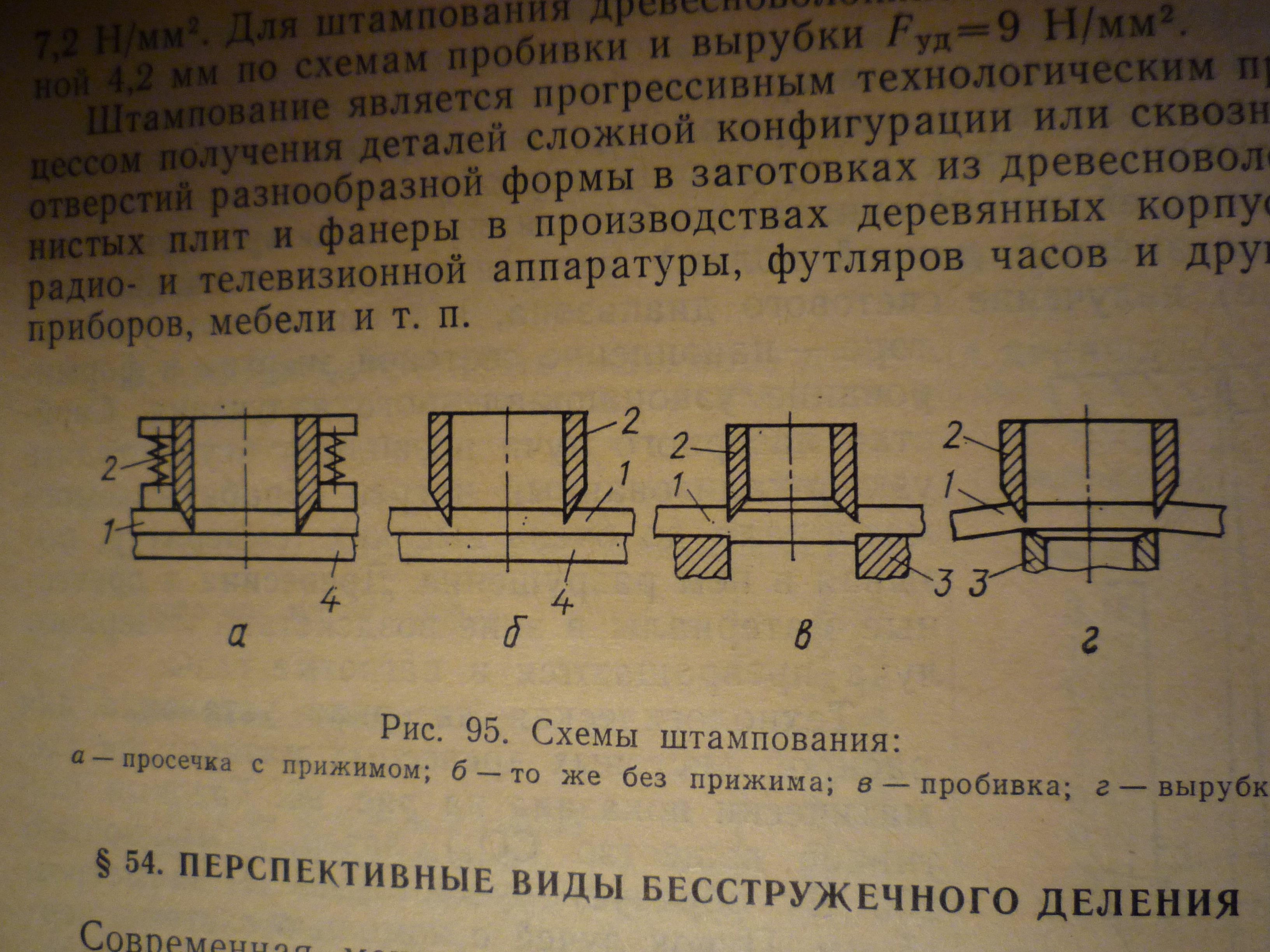
Пробивка