

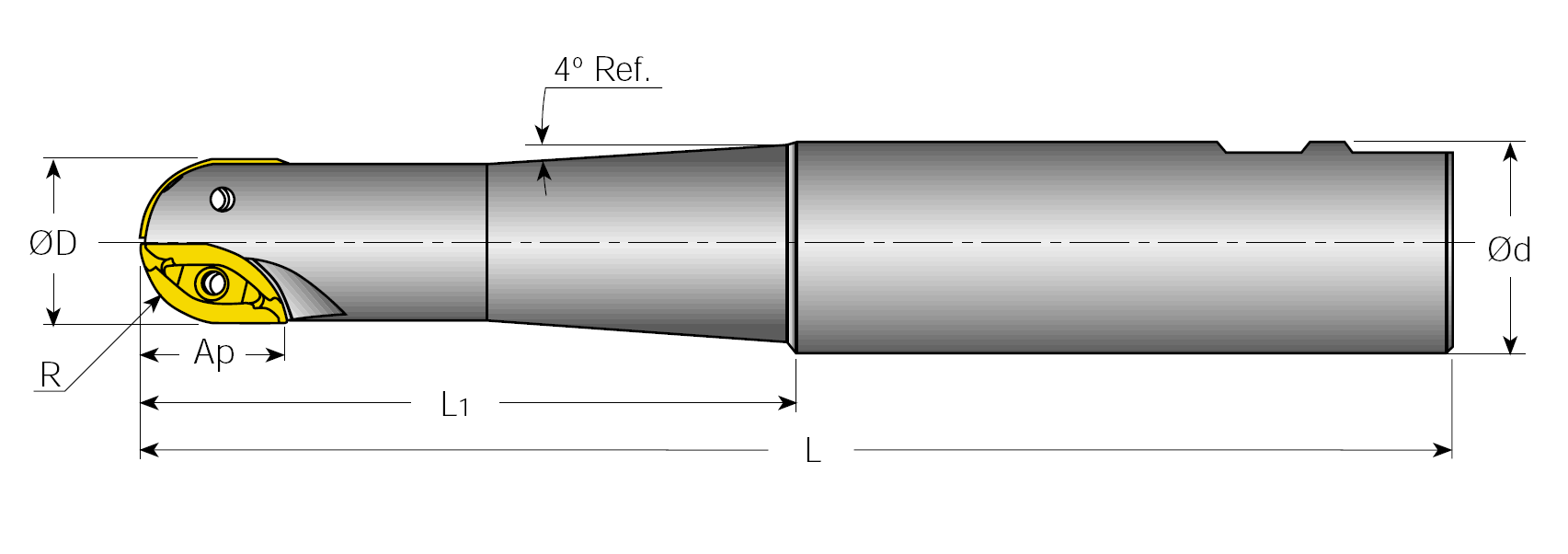
Концевые фрезы hely
П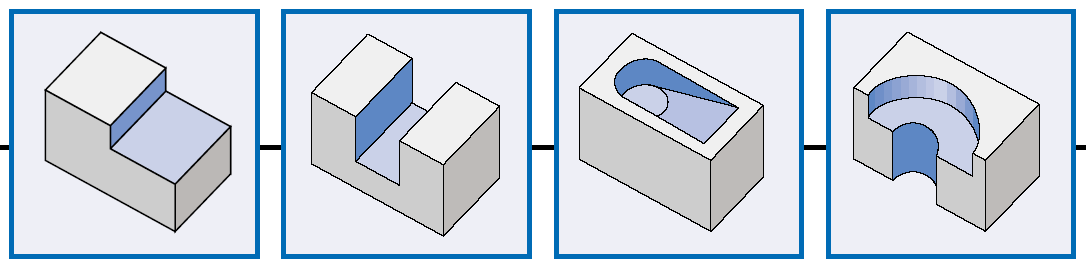 рименяются
для обработки уступов, могут использоваться
для получения больших углублений методом
интерполяции.
рименяются
для обработки уступов, могут использоваться
для получения больших углублений методом
интерполяции.
К
 репление
пластины двумя винтами обеспечивает
высокую жесткость крепления, что
необходимо при высоких скоростях
резания и больших подачах
репление
пластины двумя винтами обеспечивает
высокую жесткость крепления, что
необходимо при высоких скоростях
резания и больших подачахДлинная острая винтовая режущая кромка
Наборы фрез
Н аборы
фрез применяют для обработки деталей,
имеющих несколько поверхностей с
прямолинейными или криволинейными
образующими. Обработка всех поверхностей
производится одновременно, что
обеспечивает повышение производительности
и точности обработки.
аборы
фрез применяют для обработки деталей,
имеющих несколько поверхностей с
прямолинейными или криволинейными
образующими. Обработка всех поверхностей
производится одновременно, что
обеспечивает повышение производительности
и точности обработки.
Рис. Набор фрез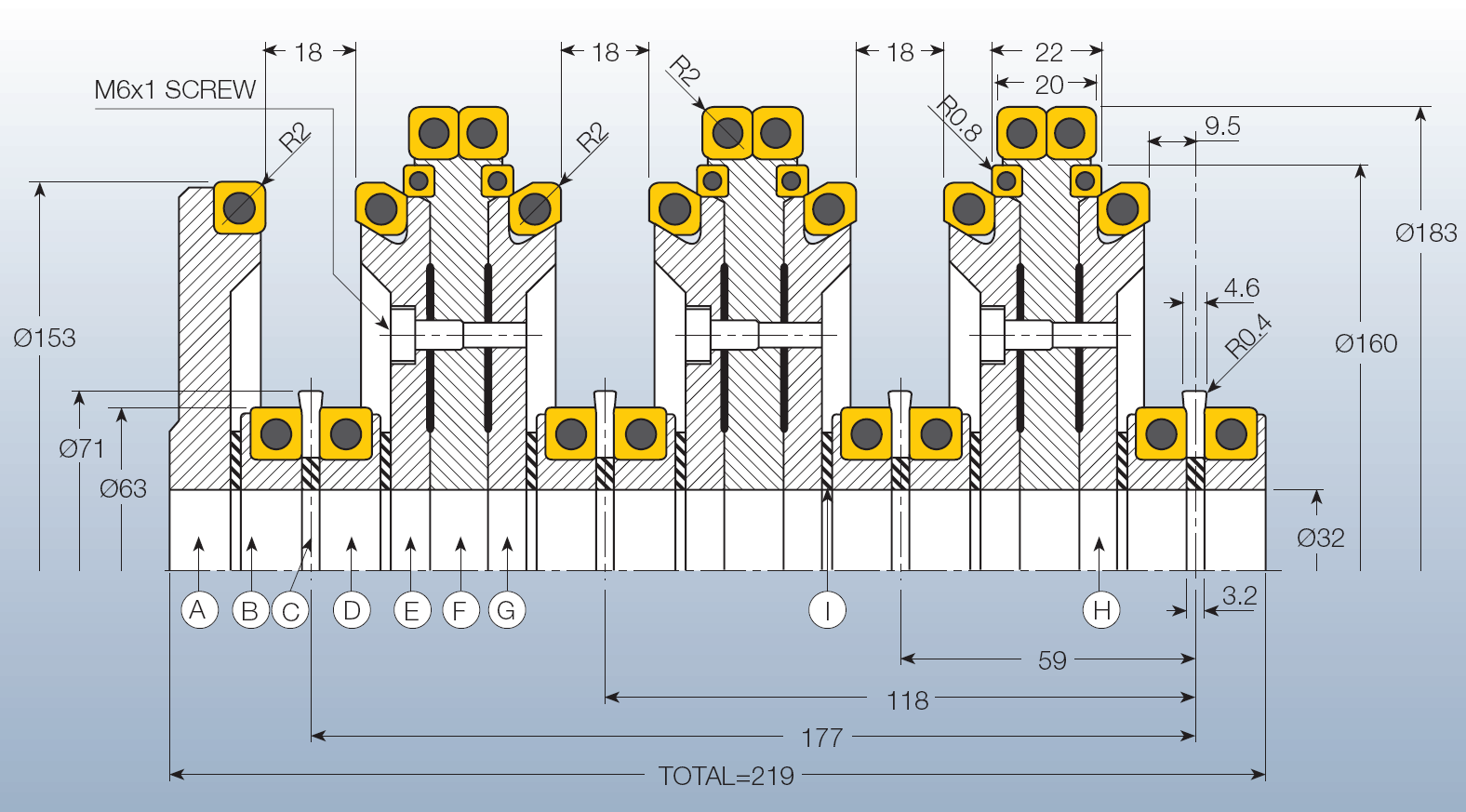
Набор представляет собой группу фрез, подобранных по профилю и размерам обрабатываемых поверхностей, закрепленных на одной оправке. Точность взаимного расположения фрез на оправке и соблюдение требуемого расстояния между ними обеспечивается установочными кольцами. Кольца могут быть регулируемые и нерегулируемые. Необходимо обеспечить также перекрытие зубьев фрез по ширине набора.
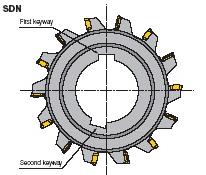
Плавная работа набора обеспечивается расположением зубьев так, чтобы зубья соседней фрезы располагались напротив впадины предыдущей, для чего шпоночные пазы располагаются под разными углами относительно вершины зуба фрезы.
Направление зубьев фрез следует выбирать так, чтобы за счет их разнонаправленности компенсировать осевую силу, либо обеспечить ее направление в сторону шпинделя.
Фасонные фрезы
Фасонные фрезы имеют сложную форму режущих кромок, которая зависит от формы и размеров обрабатываемой поверхности, кинематики резания и расположения фрезы относительно детали.
Фасонными фрезами обрабатываются поверхности с прямолинейной направляющей, винтовые поверхности, тела вращения.
Фасонные фрезы обеспечивают высокую производительность.
Незатылованные фрезы
Имеют более рациональную геометрию, вследствие чего стойкость их выше, чем у затылованных фрез. Перетачивают по задней поверхности на специальных приспособлениях по копиру.
Н
 а
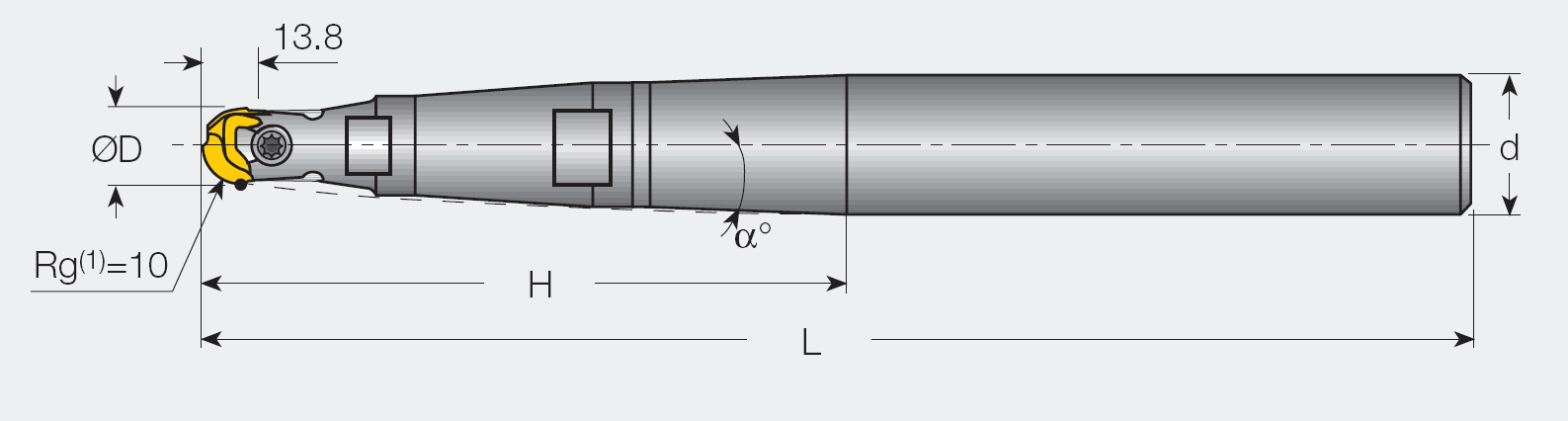
копировально-фрезерных станках применяют
конические концевые фрезы с закругленной
вершиной. При их изготовлении необходимо
обеспечить наличие режущих кромок на
оси фрезы, поэтому концевую часть
копирных фрез конструируют так, чтобы
свести к центру два, в крайнем случае,
четыре зуба, остальные зубья до центра
не доходят.
а
копировально-фрезерных станках применяют
конические концевые фрезы с закругленной
вершиной. При их изготовлении необходимо
обеспечить наличие режущих кромок на
оси фрезы, поэтому концевую часть
копирных фрез конструируют так, чтобы
свести к центру два, в крайнем случае,
четыре зуба, остальные зубья до центра
не доходят.

Затылованные фрезы
Затылованные фрезы применяются для обработки деталей фасонного профиля и имеют форму задней поверхности, обеспечивающие постоянство профиля режущей кромки при переточках. Переточка – простая операция, так как производится по передней поверхности. Однако при переточке с передней поверхности удаляется слой металла в 4…5 раз больший, чем при переточке незатылованных фрез по задней поверхности. Затылованные фрезы имеют меньшее число зубьев, что снижает их производительность и качество обработки.
Условие затылования
Кривые затылования должны обеспечить получение положительных задних углов в любой точке режущего лезвия и неизменность профиля после переточки. Для сохранения размеров профиля режущей кромки при переточках необходимо постоянство передних и задних углов. Если постоянство переднего угла обеспечивается самой заточкой, то сохранение заднего угла обеспечивает форма задней поверхности.
Кривой с постоянным углом давления (угол давления кривой β – это угол между касательной к кривой и радиусом-вектором, проведенным в точку касания, β = 900 - α) является логарифмическая спираль, однако она не технологична.
В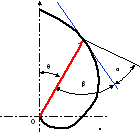 качестве кривых для затылования , как
правило, используют архимедову спираль,
у которой приращение радиуса-вектора
прямо пропорционально приращению
полярного угла
качестве кривых для затылования , как
правило, используют архимедову спираль,
у которой приращение радиуса-вектора
прямо пропорционально приращению
полярного угла
![]()
Изменение угла давления, а следовательно и заднего угла фрезы с задней поверхностью, выполненной по архимедовой спирали, при переточках невелико. Что обеспечивает фактическое сохранение размеров профиля .