

CoroMill – фреза для черновой обработки
В одном инструменте объединены торцовая
и плунжерная фрезы
одном инструменте объединены торцовая
и плунжерная фрезы
Главный угол в плане, равный 100, позволяет:
работать с большой продольной подачей при малой глубине;
работать с осевой подачей при большой радиальной глубине резания на черновых операциях.
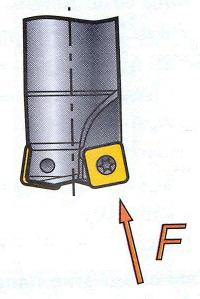
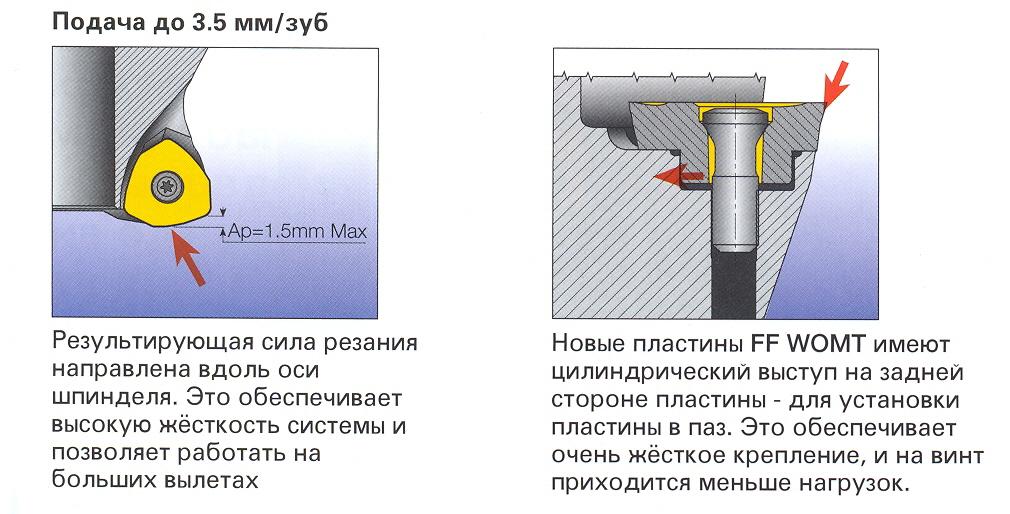
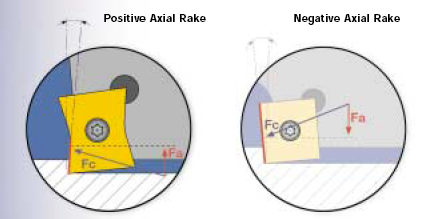
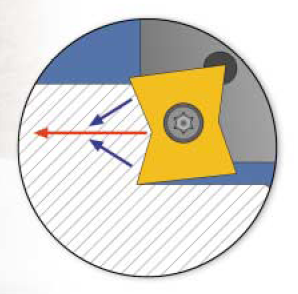
Основная составляющая силы резания направлена по оси фрезы, обеспечивая стабильную обработку без вибраций и больших изгибающих моментов.
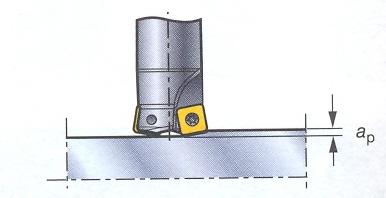
Торцовое
фрезерование с большой подачей –
высокая производительность при черновой
обработке.
Из-за малого угла
в плане глубина резания ограничена
(1,2…2 мм)
Подача на зуб
доходит до
4 мм/зуб
Максимальный
угол врезания зависит от размеров
пластины и диаметра фрезы.
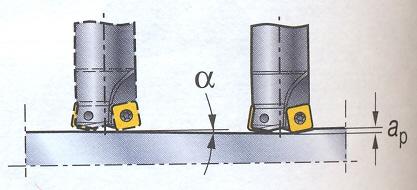
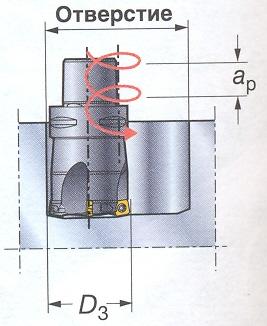
С помощью винтовой интерполяции можно обрабатывать отверстия большого диаметра в сплошном металле.
Достоинства
высокая производительность,
Возможность применения маломощного оборудования
Варианты плунжерного и торцового фрезерования с винтовой интерполяцией
А)плунжерное
фрезерование
Плавная обработка
без вибраций
Поверхность
стенок и дна требует последующей
чистовой обработки
Б) Фрезерование
с винтовой интерполяцией
Высокая
производительность
После обработки
требуется удаление небольшой части
неснятого припуска в углах по контуру
дна
А
Б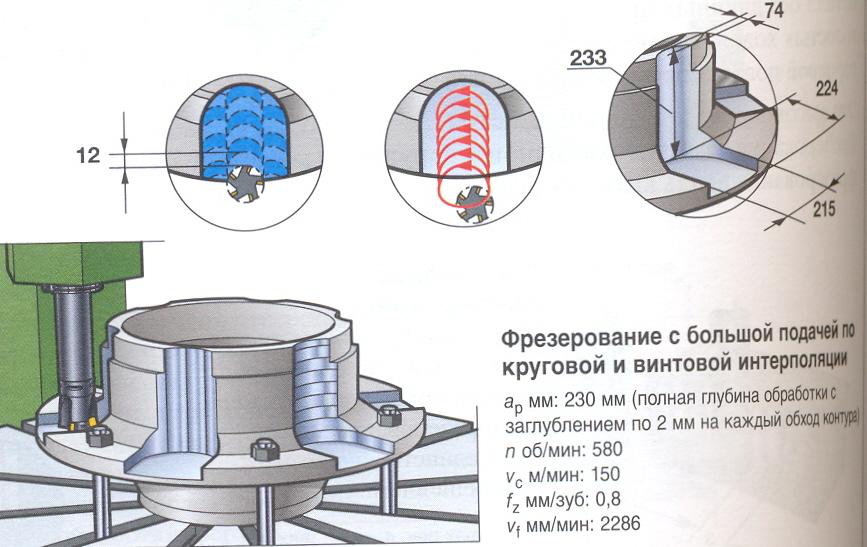
Твердосплавные фрезы fееd
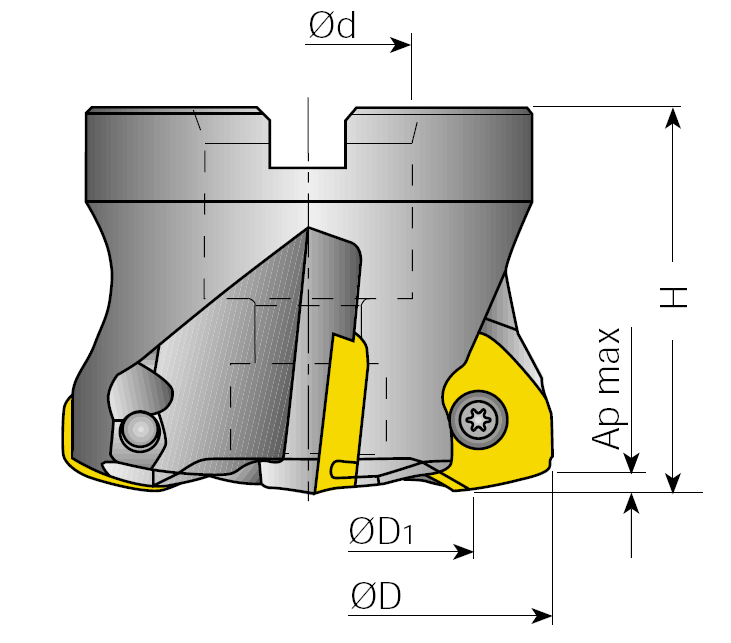
Предназначены для фрезерования при больших подачах - sz до 3,5 мм/зуб – для высокоскоростной обработки
Треугольные пластинки с большим радиусом режущей кромки, позволяют работать с большой подачей.
Торцовые фрезы
С тангенциальным расположением пластин в форме бабочки

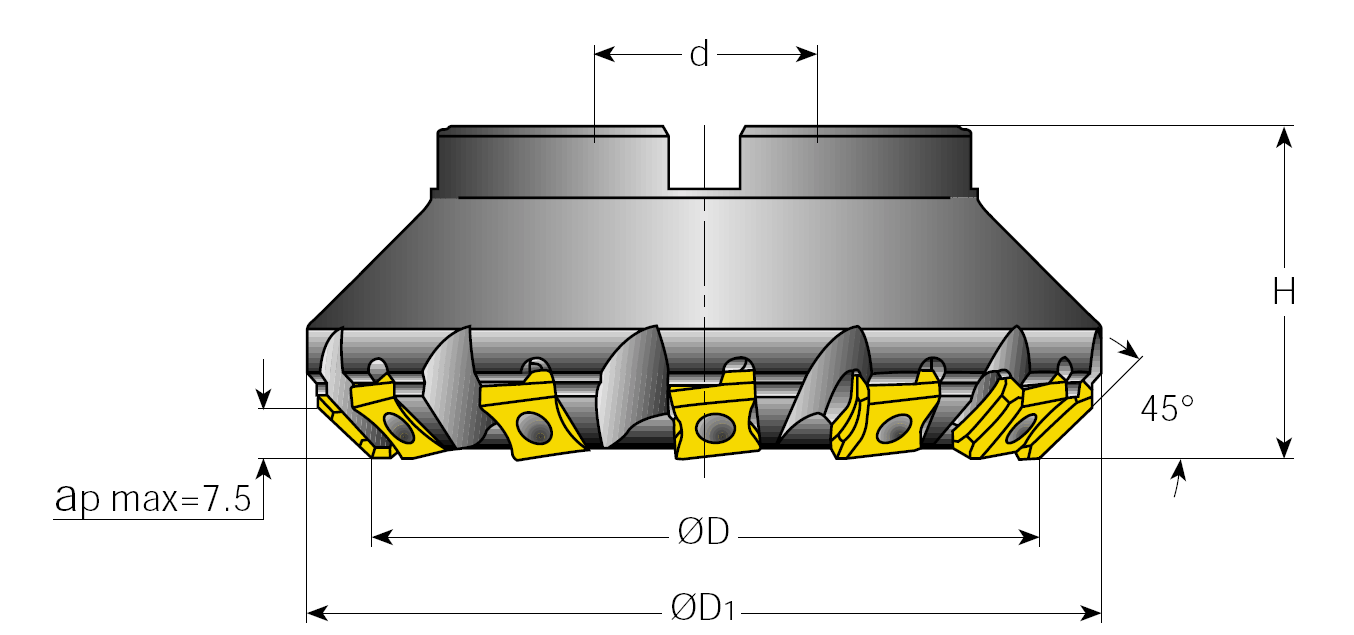
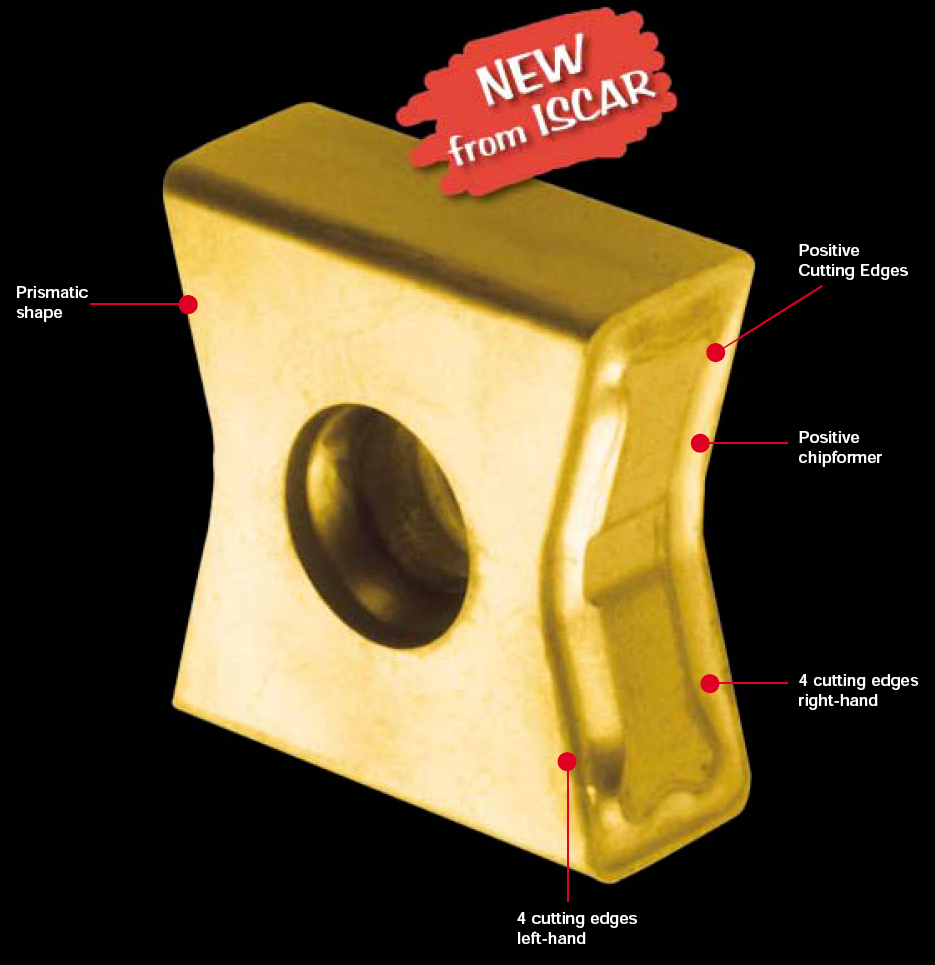 Пластины
с винтовым креплением соответствуют
по форме посадочным местам на фрезе.
Имеют положительные передние углы и
оптимальные стружколомы. Снижают силы
резания. Обеспечивают высокое качество
обработки. Имеют четыре режущие кромки
с каждой стороны.
Пластины
с винтовым креплением соответствуют
по форме посадочным местам на фрезе.
Имеют положительные передние углы и
оптимальные стружколомы. Снижают силы
резания. Обеспечивают высокое качество
обработки. Имеют четыре режущие кромки
с каждой стороны.
Фрезы с круглыми пластинками
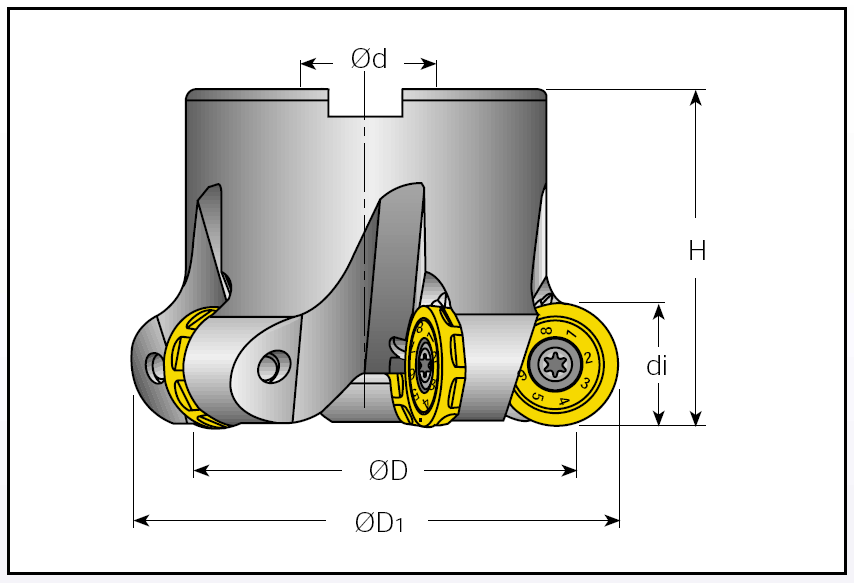
Применяются
для торцевого и профильного фрезерования,
для фрезерования полостей с врезанием или винтовой интерполяцией.

Обработка возможна на высоких скоростях. Можно применять для труднообрабатываемых материалов (нержавеющие и закаленные стали, жаропрочные сплавы, титан). Потребляют меньшую мощность и могут использоваться на небольших и маломощных станках. Главный угол в плане меняется от 00 до 450 с изменением глубины резания. Толщина стружки также меняется с глубиной резания. Минимальная толщина стружки на торце фрезы. Применяются при черновой обработке, однако при правильно выбранных режимах могут обеспечить низкую шероховатость обработанной поверхности
Твердосплавные фрезы ROUND с зубчатыми режущими кромками
 Круглые
пластинки с зубчатой режущей кромкой
обеспечивают эффективное дробление
стружки, что способствует улучшению
стружки даже из глубоких карманов.
Круглые
пластинки с зубчатой режущей кромкой
обеспечивают эффективное дробление
стружки, что способствует улучшению
стружки даже из глубоких карманов.Зубцы на режущей кромке пластины совпадают с контуром корпуса фрезы, что повышает надежность инструмента