

Розрахунок граничних розмірів калібру пробки, для контролю отвору
Параметри отвору:
ES = +0,030 мм; EI = 0 мм.
Dmax = D + ES = 66,030 мм;
Dmin = D + EI = 66,00 мм.
За таблицею ГОСТ 24853-81 знаходимо допуск на виготовлення калібру-пробки: Н1=5 мкм, Y1=3 мкм, Z1=4 мкм.
Розраховуємо граничні розміри прохідної сторони калібру-пробки, та найменший розмір на зношення прохідної сторони:



Виконавчий розмір вказаний на кресленні для прохідної сторони калібру:

Розраховуємо граничні розміри непрохідної сторони калібру-пробки:


Виконавчий розмір вказаний на кресленні для непрохідної сторони калібру:

Схема полів допусків представлена на рис. 5.1.
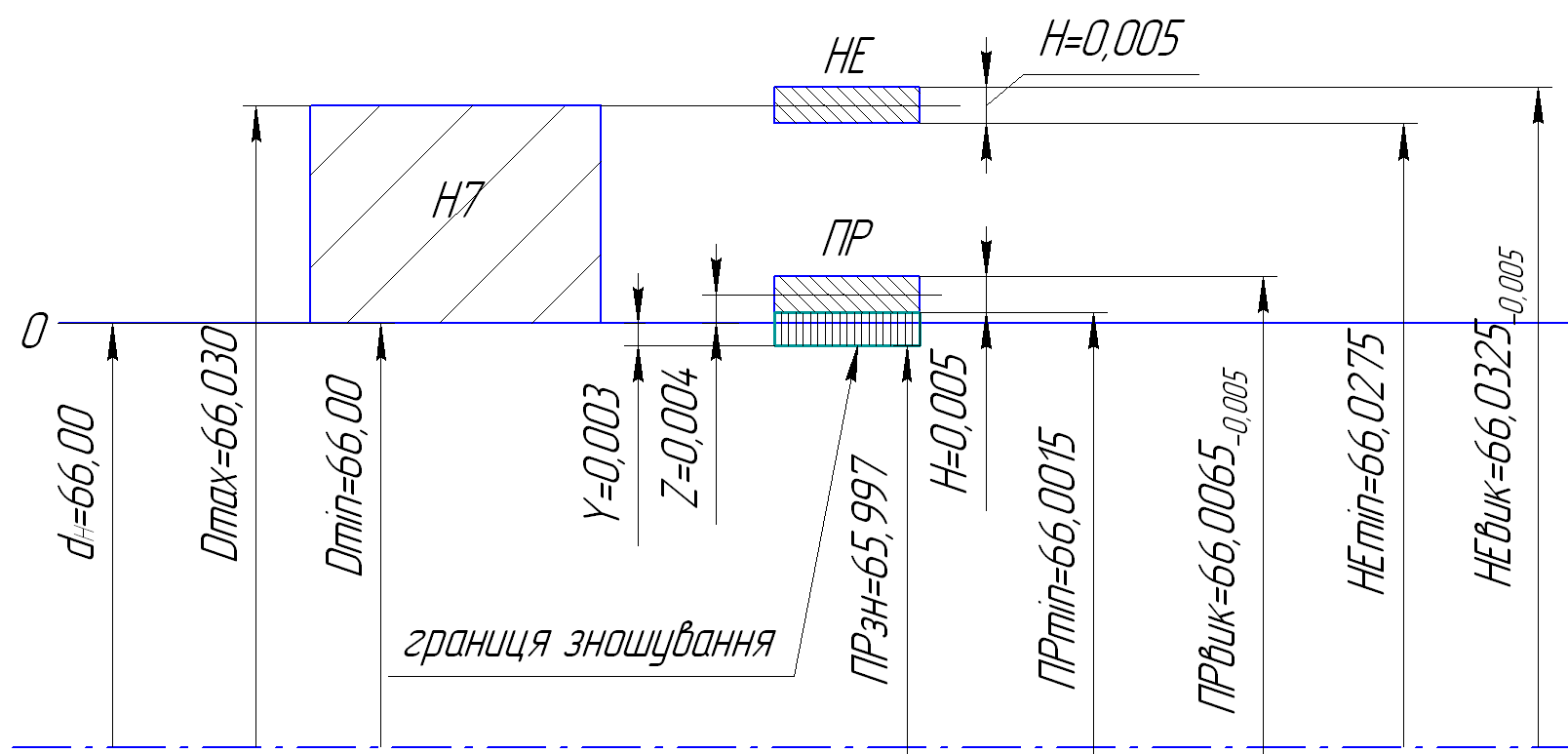
Рис.
5.1. схема полів допусків на виготовлення
калібру-пробки

Розрахунок граничних розмірів калібру – скоби для контролю вала
Параметри валу:
es= -0,100; ei = -0,174мм.
dmax = d + es = 65,900 мм;
dmin = d + ei = 65,826 мм.
За таблицею ГОСТ24853-81 знаходимо допуск на виготовлення калібру-скоби: Н1=8 мкм, Y1=0 мкм ,Z1=13 мкм.
Розраховуємо граничні розміри прохідної сторони калібру-скоби, та найменший розмір на зношення прохідної сторони:



Виконавчий розмір вказаний на кресленні для прохідної сторони калібру:

Розраховуємо граничні розміри непрохідної сторони калібру-пробки:


Виконавчий розмір вказаний на кресленні для непрохідної сторони калібру:

Схема полів допусків представлена на рис. 5.2.
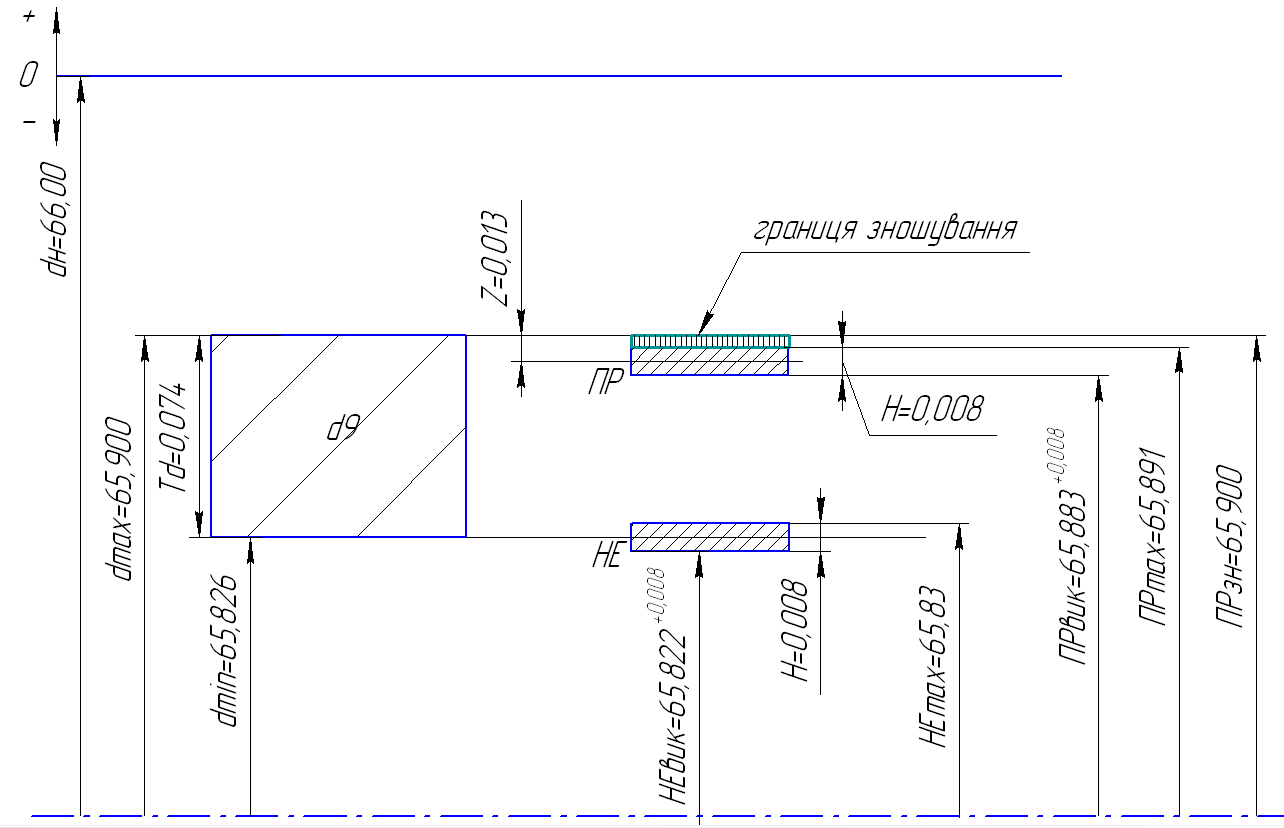
Рис.
5.2. схема полів
допусків
на виготовлення
калібру-скоби
 .
.
Завдання 6 Взаємозамінність, методи та засоби контролю шпонкових та шліцьових з’єднань
Вихідні дані:
№ рисунка – 5;
№ позиції – 3 ( ступиця - шпонка – вал).
Розв’язання:
Для з'єднання шестерні з валом d=18мм, виберемо тип з'єднання шпонки, а також посадки по спряжених розмірах, накреслимо схему розташування полів допусків і розрахуємо граничні зазори і натяги. Шпонки зазвичай сполучаються по ширині з валом по нерухомій посадці, а з втулками по одній з рухливих посадок. Натяг необхідний для того, щоб шпонка не переміщалася при експлуатації, а зазор – для компенсації неминучих неточностей пазів і їх перекосу.
Для заданих умов роботи і збірки приймаємо сегментну шпонку з довідника В.Д. Мягков [1], виконання 1, перетином b x h = 6 х 6 мм.
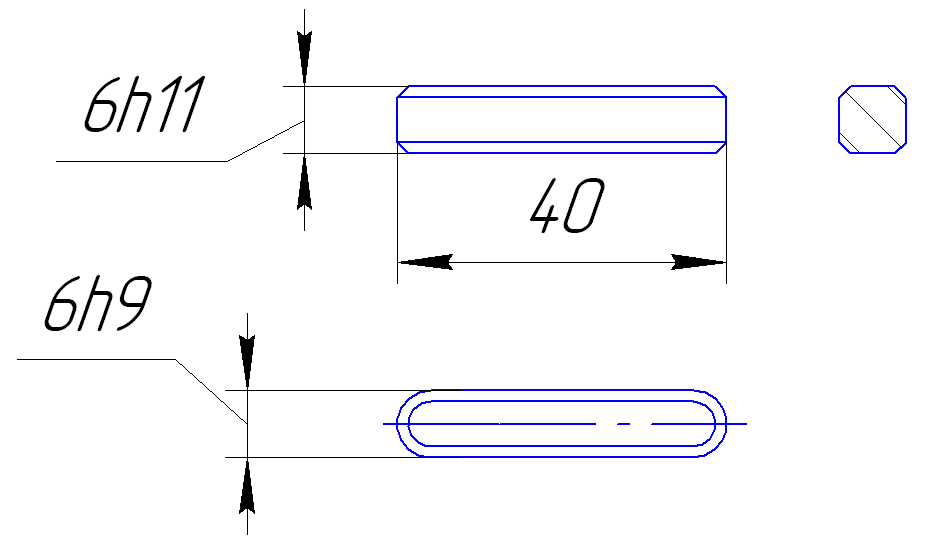
Для серійного і масового виробництва приймаємо нормальне з'єднання шпонки з пазами по ширині: валу – N9, втулки - Js9. Поле допуску по ширині самої шпонки для будь-якого з'єднання встановлене h9.
Вибираємо
граничні відхилення розміру по ширині
шпонки
 Вибираємо граничні відхилення розмірів
по ширині пазів: вала 6N9
Вибираємо граничні відхилення розмірів
по ширині пазів: вала 6N9 ,
та втулки
,
та втулки .
.
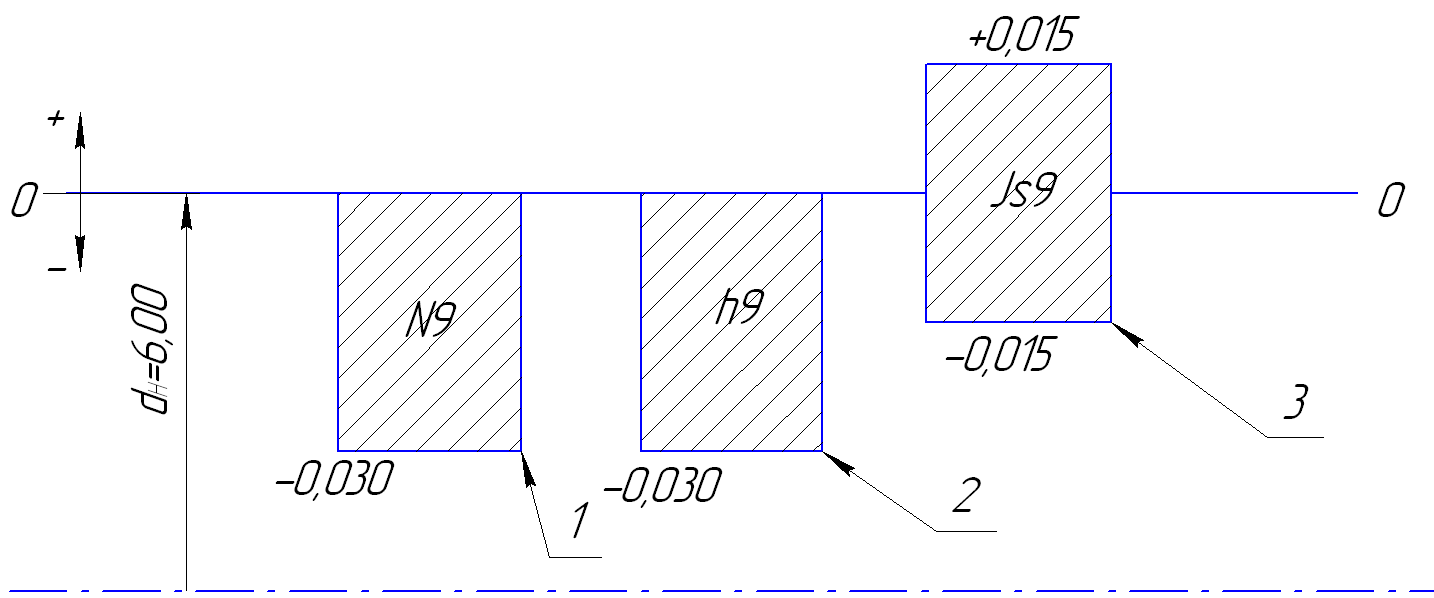
Рис. 6.1 Схема полів допусків шпонкового з’єднання:
1 – поле допуску паза вала; 2 – шпонки; 3 – паза втулки.
Розраховуємо граничні зазори та натяги в з’єднанні:
вал – шпонка N9/h9:


втулка – шпонка Js9/h9:


Розміри по висоті паза втулки и глибині паза вала (рис. 6,2) вибираються в залежності с довідником В.Д. Мягкова. Ці розміри необхідно вказати на робочих кресленнях.
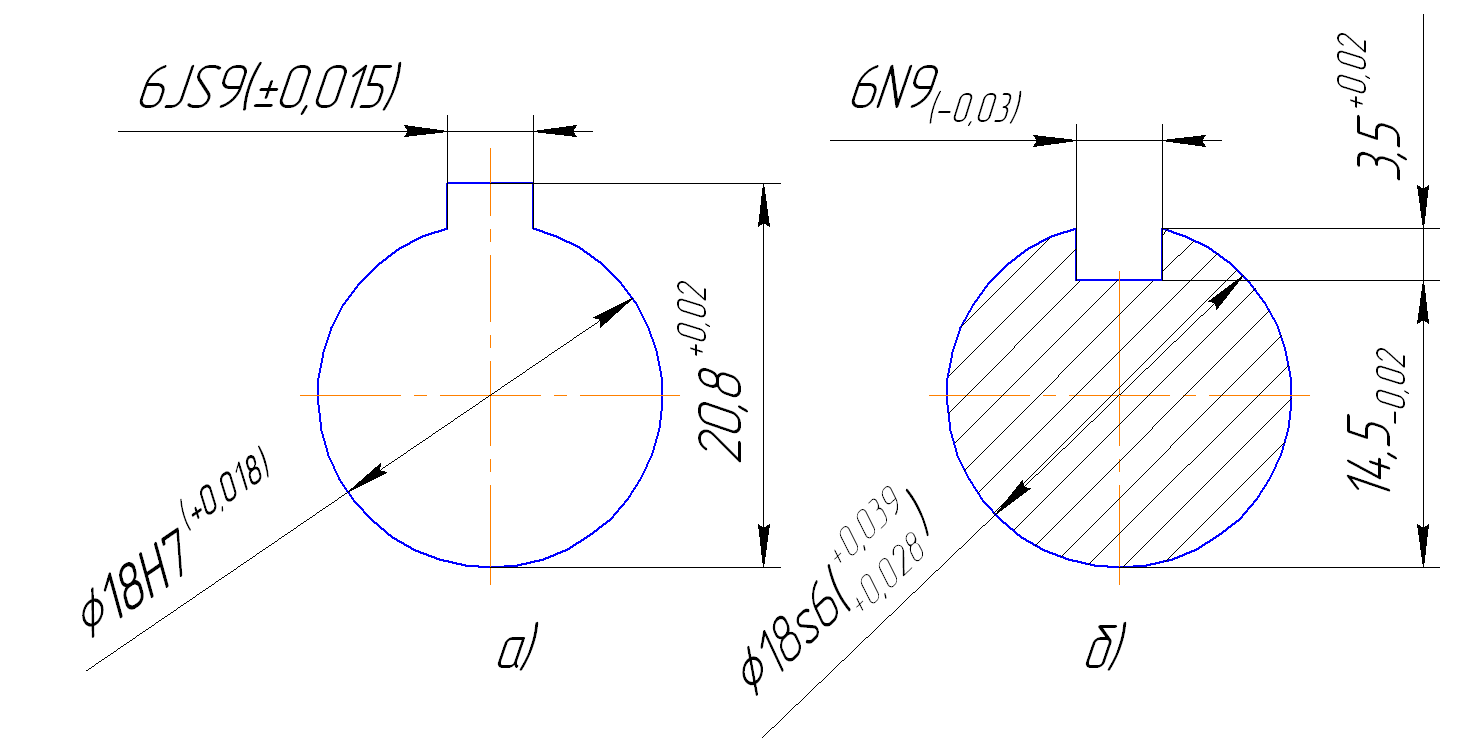
Рис. 6.2Позначення розмірів деталей шпонкового з’єднання:
а) втулки; б) вала