

Завдання 2 Розрахунок та вибір посадок гарантованого натягу для з’єднань типу «вал – втулка»
Вихідні дані:
Номінальний діаметр з’єднання dн = 45 мм;
Зовнішній діаметр втулки D2 = 75 мм;
Довжина з’єднання l = 60 мм;
Крутний момент, що передається Мкр = 245 Нм;
Шорсткість поверхні втулки RzD = 3,2 мкм;
Шорсткість поверхні вала Rzd = 3,2 мкм;
Матеріал вала – сталь 30
 ;
;Матеріал втулки – СЧ28-48
 µ=0,25;
µ=0,25;
Розв’язання:
Визначаємо мінімальний натяг:
Мінімальний тиск:

Коефіцієнт Ляме:

Найменший розрахунковий натяг:

Найменший практичний натяг:

Приймаємо

За таблицями підбираємо переважну посадку з умови

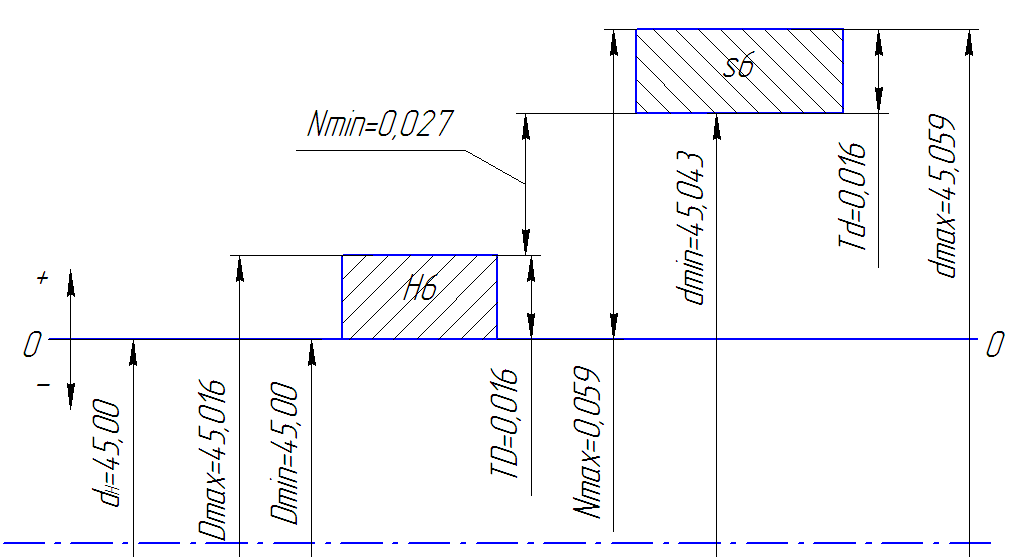
Призначаємо
посадку:

N =
ei
– ES
= 0,043
– 0,016
= 0,027
мм;
=
ei
– ES
= 0,043
– 0,016
= 0,027
мм;
N =
es
– EI
= 0,059
– 0 = 0,059
мм;
=
es
– EI
= 0,059
– 0 = 0,059
мм;
 -
тобто умова виконується.
-
тобто умова виконується.
Виконуємо перевірний розрахунок на міцність, знаходимо найбільший тиск, який може виникнути після заправки, при використанні даної посадки:
 ;
;
Найбільше напруження на втулці:

Умова
міцності: 4,22

5. Встановлюємо кінцеві розміри деталей спряження









 .
.
6. Призначаємо засоби вимірювання орієнтуючись на конструктивні особливості деталей, метрологічні та економічні показники та користуючись ГОСТ 8.051-81. Результати заносимо в таблицю 2.1.
Таблиця 2.1. Засоби вимірювання для контролю деталей з’єднання
|
Назва деталі, її номінальний розмір, поле допуску |
Величина допуску деталі IT, мм |
Допустима похибка вимірювання ±δ, мкм |
Назва засобу вимірювання |
Границі вимірювань, мм |
Граничні похибки інструменту Δlim, мкм |
|
Отвір
|
0,016 |
5 |
Нутромір індикаторний |
0-50 |
8 |
|
Вал
|
0,016 |
5 |
Мікрометр гладкий |
25-50 |
8 |


Завдання 3 Розрахунок та вибір посадок перехідного характеру по граничному значенню зазору (Smax), та розрахунок ймовірності забезпечення зазору – натягу
Вихідні дані:
Номінальний діаметр з’єднання dн = 145 мм;
Граничне значення зазору Smax = 0,012 мм;
Шорсткість поверхні втулки RzD = 3,2 мкм;
Шорсткість поверхні вала Rzd = 1,6 мкм;
Розв’язання:
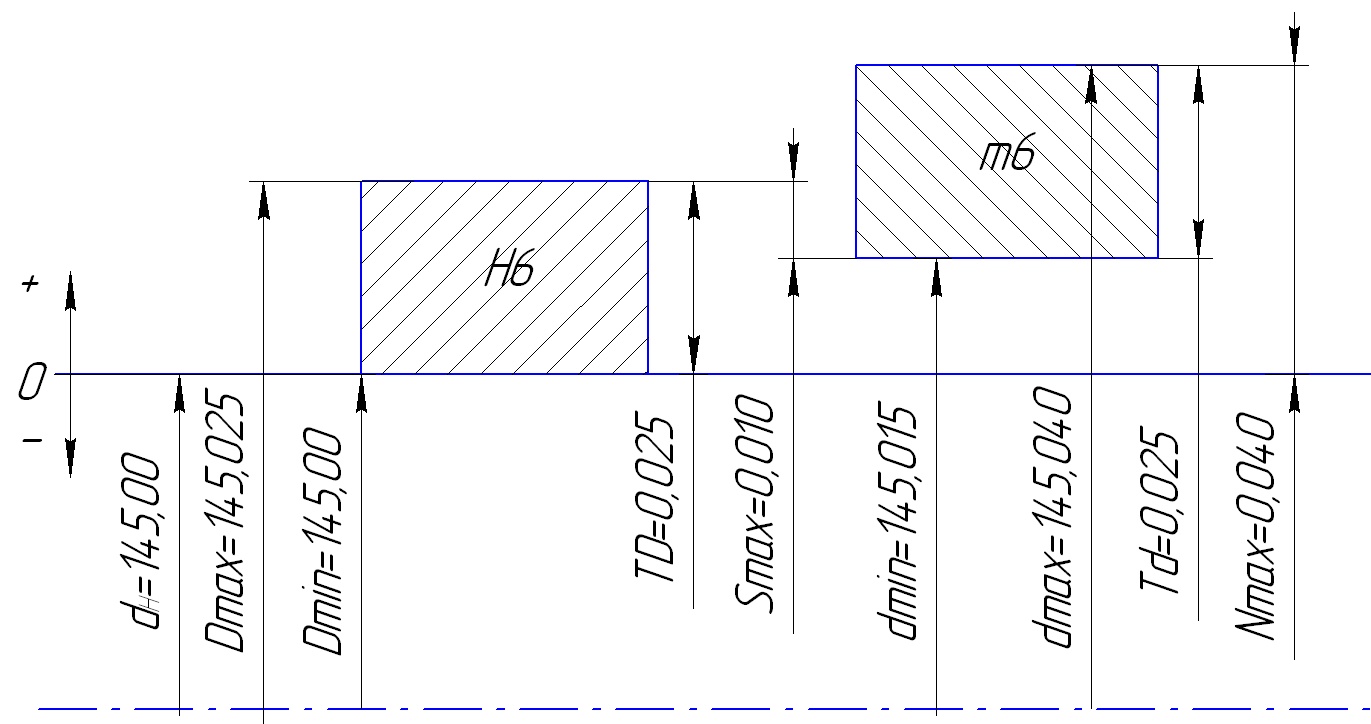
Згідно вихідних даних максимально допустимий зазор повинен бути рівним 12 мкм. За таблицею виборів посадок, найбільш задовольняючою є посадка з максимально допустимим зазором 10 мкм, тому приймаємо посадку:

N =
ei –
ES = 0,015
- 0,025
= -0,010мм
=
ei –
ES = 0,015
- 0,025
= -0,010мм
 S
S =
- N
=
- N =0,010
мм;
=0,010
мм;
N =
es – EI =0,040
- 0 = 0,040
мм;
=
es – EI =0,040
- 0 = 0,040
мм;
N =(N
=(N +
N
+
N )
/ 2= (0,010
+
0,040) / 2= 0,025
мм;
)
/ 2= (0,010
+
0,040) / 2= 0,025
мм;
Будуємо схеми посадок і визначаємо основні параметри:
Отвір
: D =
d
=
d +
ES=
145,00 + 0,025 = 145,025 мм;
+
ES=
145,00 + 0,025 = 145,025 мм;
D =
d
=
d +
EI
= 145,00 + 0 = 145,00 мм;
+
EI
= 145,00 + 0 = 145,00 мм;
TD
= D -
D
-
D =
145,025 - 145,00 = 0,025 мм;
=
145,025 - 145,00 = 0,025 мм;
Вал
: d =
d
=
d +
es
= 145,00
+ 0,040 = 145,040
мм;
+
es
= 145,00
+ 0,040 = 145,040
мм;
d =
d
=
d + ei
= 145,00 + 0,015 = 145,015 мм;
+ ei
= 145,00 + 0,015 = 145,015 мм;
Td
= d -
d
-
d = 145,040 - 145,015
= 0,025 мм;
= 145,040 - 145,015
= 0,025 мм;
3. Визначаємо значення середнього квадратичного відхилення натягу:
σ =
= =
= =5,9
мкм;
=5,9
мкм;
4.
Визначаємо границі інтегрування при
N =0:
=0:
η
= N /
σ
/
σ =25
/ 5,9=4,23;
=25
/ 5,9=4,23;
5. За значенням η , знаходимо значення функції:
Ф(4,23)= 0,49931;
6. Знаходимо ймовірність одержання натягу та зазору:
Натяг:
P` =
0,5 + Ф(η), при η > 0;
=
0,5 + Ф(η), при η > 0;
P` =
0,5 + 0,49931 = 0,99931;
=
0,5 + 0,49931 = 0,99931;
Зазор
P` =0,5
- Ф(η), при η > 0;
=0,5
- Ф(η), при η > 0;
P` =0,5
-0,49931 = 0,00069;
=0,5
-0,49931 = 0,00069;
P =100
P`
=100
P` =99%
- ймовірність з’єднання з натягом;
=99%
- ймовірність з’єднання з натягом;
P =100
P`
=100
P` =0,069%
- ймовірність з’єднання із зазором.
=0,069%
- ймовірність з’єднання із зазором.

7. Призначаємо засоби вимірювання орієнтуючись на конструктивні особливості деталей, метрологічні та економічні показники та користуючись ГОСТ 8.051-81. Результати заносимо в таблицю 3.1.
Таблиця 3.1. Засоби вимірювання для контролю деталей з’єднання
|
Назва деталі, її номінальний розмір, поле допуску |
Величина допуску деталі IT, мм |
Допустима похибка вимірювання ±δ, мкм |
Назва засобу вимірювання |
Границі вимірювань, мм |
Граничні похибки інструменту Δlim, мкм |
|
Отвір
|
0,025 |
7 |
Нутромір індикаторний НИ-160/212 (ИЧ-05) кл.1 |
50-160 |
12 |
|
Вал
|
0,025 |
7 |
Мікрометр гладкий МК-150 клас 1 |
125-150 |
12 |

