

4. Оформление чертежей
Основные требования к выполнению чертежей устанавливает ГОСТ 2.109-73.
Чертежи должны содержать информацию, необходимую для изготовления и контроля изделия.
Деталь на чертеже располагают в положении, соответствующем её положению при изготовлении, или в положении детали на сборочном чертеже узла.
На чертеже детали необходимо указать размеры, предельные отклонения, шероховатость поверхностей и другие данные, которым она должна соответствовать перед сборкой. Размеры, предельные отклонения и шероховатость поверхностей элементов изделия, получающиеся в результате обработки в процессе сборки или после нее, указывают на сборочном чертеже.
На каждом чертеже помещают основную надпись.
4.1. Размеры и предельные отклонения
Правила нанесения размеров и предельных отклонений на чертежах устанавливает ГОСТ 2.307-2011.
Общее количество размеров на чертеже должно быть минимальным, но достаточным для изготовления и контроля изделия.
Размеры на чертежах указывают размерными линиями. Допускается проводить размерные линии непосредственно к линиям видимого контура, осевым, центровым и другим линиям.
Линейные размеры и их предельные отклонения на чертежах и в спецификациях записывают в миллиметрах, без обозначения единиц измерения. Для размеров и предельных отклонений, приводимых в технических требованиях и пояснительных надписях на поле чертежа, обязательно указывают единицы измерения.
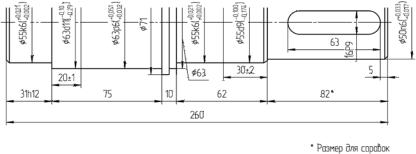
Размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом, называются справочными. Их отмечают на чертеже знаком «*», а в технических требованиях записывают: «* Размеры для справок». Если все размеры на чертеже справочные, их знаком «*» не отмечают, а в технических требованиях записывают: «Размеры для справок».
Пример нанесения размеров
Не следует повторять размеры одного и того же элемента на разных изображениях, в технических требованиях и спецификации.
Размещение размерного числа при различных положениях размерных линий на чертеже определяется удобством чтения. При этом размерные числа и предельные отклонения нельзя разделять линиями изображения и наносить в местах пересечения размерных, осевых или центровых линий. Нельзя разрывать линию контура для нанесения размерного числа. Линии штриховки, осевые и центровые линии в месте нанесения размерного числа прерывают. Допускается не наносить размеры радиуса дуги окружности сопрягающихся параллельных линий.
Размеры одинаковых радиусов допускается указывать на общей полке. Размеры двух симметрично расположенных элементов наносят один раз без указания их количества.
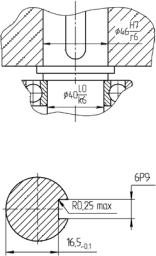
Пример нанесения размерных чисел на штриховку и осевую линию
Пример нанесения размерных чисел
Для всех размеров, нанесённых на чертежах, указывают предельные отклонения. Предельные отклонения размеров (допуски) указывают непосредственно после номинальных размеров, кроме допусков низкой точности, оговариваемых общей записью в технических требованиях. Такая запись характеризует общие допуски.
Границу между участками поверхности с одним номинальным размером, но с разными предельными отклонениями, наносят сплошной тонкой линией, а номинальный размер указывают с соответствующими предельными отклонениями для каждого участка отдельно.
4.2. Понятие о допусках, квалитетах
Характер сопряжений деталей в соединениях (посадки) выбирают в зависимости от назначения и условий работы механизма. При изготовлении деталей разброс их действительных размеров будет неизбежен, но работоспособность деталей в соединениях не должна нарушаться.
Поэтому действительные размеры годных деталей должны находиться в допустимых пределах, т. е. вводи тся понятие допуска размера.
Точность линейных размеров регламентирует Единая система допусков и посадок (ЕСДП), в которой установлено 20 рядов допусков (квалитетов). Условные обозначения допусков термины, определения и основные отклонения системы допусков и посадок установлены в ГОСТ 25346-89.
ГОСТ 25347-82 устанавливает поля допусков размеров до 3150 мм. ГОСТ 25348-82 устанавливает ряды допусков и основных отклонений, поля допусков и рекомендуемые посадки деталей с номинальными размерами свыше 3150 до 10000 мм.
Допуском считается разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Номинальным считается размер, относительно которого определяются отклонения. Действительный размер устанавливается измерением элемента и должен находиться между двумя предельными размерами (наибольшим и наименьшим).
Основное отклонение определяет положение поля допуска относительно нулевой линии, соответствующей номинальному размеру. Основные отклонения обозначаются буквами латинского алфавита, прописными для отверстий (A...ZC) и строчными для валов (a...zc). Основным отклонением может быть верхнее ES, es или нижнее EI, ei отклонение (отклонение, ближайшее к нулевой линии).
Квалитет характеризует степень точности. Квалитет рассматривается как совокупность допусков, соответствующих одному уровню точности для всех номинальных размеров. ГОСТ 25346-89 устанавливает 20 квалитетов (01, 0, …, 6, 7, 8, …, 18). Допуски по квалитетам обозначаются сочетанием прописных букв IT с порядковым номером квалитета, например, IТ6, IТ11,
IТ14.
Поле допуска обозначается сочетанием буквы (букв) основного отклонения и порядкового номера квалитета
(например: g6, js7, H7, Н11).

Термин «Вал» применяется для обозначения допусков наружных элементов деталей. Термин «Отверстие» – для обозначения допусков внутренних элементов деталей, включая и нецилиндрические элементы.
Обозначение поля допуска указывается после номинального размера элемента (например: 15g6, 25Н7, 20Н11(+0,13),
40р6(++00,,042026 ) ).
Характер соединения двух деталей, определяемый разностью их размеров до сборки, определяет посадку (с зазором, с натягом, переходную). Зазор образуется, если до сборки размер отверстия больше размера вала. Натяг - если до сборки размер вала больше размера отверстия. Переходная посадка может образовать зазор или натяг в зависимости от изготовления деталей.
Посадка обозначается дробью, в числителе которой указывается обозначение поля допуска отверстия, а в знаменателе - обозначение поля допуска вала.
Например: H7/g6 или H7g6 .
Обозначение посадки указывается после номинального размера.
Например: 30H7/g6 или 30 H7g6 .
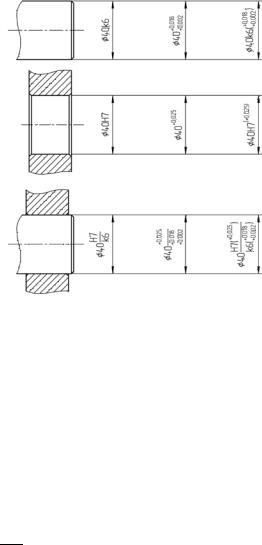
Числовые значения отклонений валов и отверстий определяют по таблицам стандартов. Выполнение чертежей в системеКОМПАС-3D упрощает эту задачу: при назначении поля допуска во время простановки размера предельные отклонения вычисляются автоматически. Для удобства чтения чертежей в условиях производства рекомендуется указывать смешанное обозначение полей допусков. В этом случае видны и характер сопряжения и значения допускаемых отклонений.
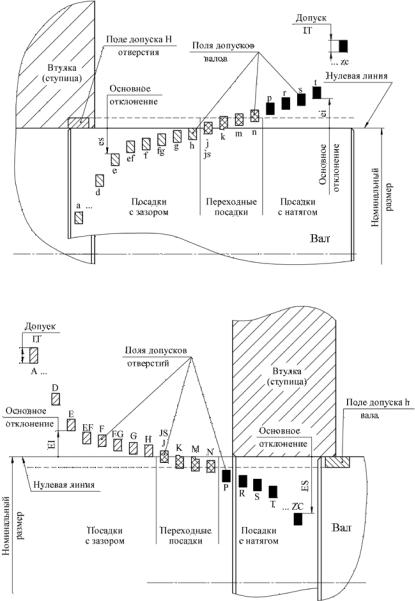
Расположение полей допусков и образование посадок
аб в
Способы указания предельных отклонений: а - условным обозначением полей допусков, б – числовыми значениями предельных отклонений, в – смешанное обозначение
Приняты две системы посадок: система отверстия и система вала. Посадки в системе отверстия получаются сочетанием различных полей допусков валов с полем допуска (Н) основного отверстия. Посадки в системе вала получаются сочетанием различных полей допусков отверстий с полем допуска (h) основного вала. В большинстве случаев применение посадок в системе отверстия является экономически выгоднее.
Посадки с зазором в системе отверстия образуют сочетанием полей допусков вала a – h с полем допуска отверстия Н
(например, Hf 77 ).
Переходные посадки в системе отверстия образуют сочетанием полей допусков вала js – n с полем допуска отверстия
Н (например, Hjs76 ).
Пример чтения размеров с отклонениями
|
|
|
|
мм |
|
40+0,025 |
40++00,,018002 |
25±0,15 |
25−−00,,195065 |
Номинальный |
40 |
40 |
25 |
25 |
размер |
|
|
|
|
Верхнее предельное |
+0,025 |
+0,018 |
+0,15 |
-0,065 |
отклонение |
|
|
|
|
Нижнее предельное |
0 |
+0,002 |
-0,15 |
-0,195 |
отклонение |
|
|
|
|
Наибольший |
40,025 |
40,018 |
25,15 |
24,935 |
предельные размер |
|
|
|
|
Наименьший |
40 |
40,002 |
24,85 |
24,805 |
предельный размер |
|
|
|
|
Допуск |
0,025 |
0,016 |
0,3 |
0,130 |
Посадки с натягом в системе отверстия образуют сочетанием полей допусков вала p – z с полем допуска отверстия Н
(например, Hs67 ).
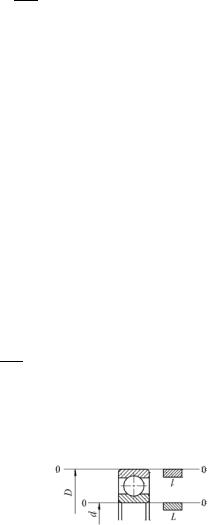
Для обозначения полей допусков на посадочные диаметры колец подшипников по ГОСТ 3325-85 применяются буквы L и l. L – основное отклонение диаметра d отверстия подшипника, l – основное отклонение наружного диаметра D подшипника.
Поля допусков колец подшипников
Поле допуска на диаметр отверстия внутреннего кольца подшипника расположено вниз от нулевой линии, что