

ТКМ (Литейное производство)
.pdfФедеральное агентство по образованию РФ Государственное образовательное учреждение высшего профессионального образования
Камская государственная инженерно-экономическая академия Кафедра Машины и технология обработки металлов давлением
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ЛАБОРАТОРНЫЙ ПРАКТИКУМ раздел: Литейное производство
Набережные Челны, 2006
Технология конструкционных материалов. Лабораторный практикум (раздел: литейное производство) для студентов технических специальностей / Составители: Волков Д.А, Жигулев И.О. Набережные Челны: ИНЭКА, 2006.
Лабораторный практикум предназначен для студентов, выполняющих лабораторные работы по курсу «Технология конструкционных материалов». Приводится описание порядка выполнения лабораторных работ, методические указания, краткие теоретические положения и контрольные вопросы.
Работа подготовлена на кафедре «Машины и технология обработки металлов давлением» и предназначена для студентов технических специальностей.
Рецензент: профессор, д.т.н. Шибаков В.Г.
Печатается в соответствии с решением научно-методического совета Камской государственной инженерно-экономической академии
2
Введение
Раздел «Литейное производство» лабораторного практикума по технологии конструкционных материалов составлен в соответствии с учебной программой подготовки студентов технических специальностей.
Целью проведения лабораторных работ является закрепление теоретического материала курса И ознакомление студента на практике с методами и приборами проведения испытаний формовочных материалов и смесей, а также приобретение навыков в проведении и оформление законченных экспериментальных работ.
Раздел «Литейное производство» состоит из двух работ, каждая из которых рассчитана на 4 часа, содержит необходимые теоретические сведения, описание методики, оборудования, приборов, материалы для проведения работ, а также методические указания порядка выполнения работ и составления отчетов.
Воснове каждой лабораторной работы положено параллельное выполнение работ и принцип максимальной самостоятельности студентов.
Вотдельных случаях персоналом лаборатории могут выполняться вспомогательные работы, такие как подготовка исходных формовочных материалов, связующих, приборов и приспособлений.
Началу работ предшествует вводная беседа преподавателя, в которой студентам даются некоторые теоретические сведения, относящиеся к данной работе, ставятся задачи лабораторной работы, разъясняются последовательность ее выполнения, правила внутреннего распорядка и требования, предъявляемые к отчету.
Приступая к выполнению работы, студент должен изучить настоящее руководство, методику и принцип работы приборов. Лабораторные работы проводятся под руководством преподавателя и лаборанта.
По работе составляется отчет, где должно быть отражено: название и цель работы, дата проведения, номер группы и фамилия студента; основные теоретические данные по работе, методике и порядок ее проведения, необходимые схемы; таблицы, графики, выводы и рекомендации.
Оформленный отчет сдается преподавателю перед началом следующей работы.
Студенты, пропустившие лабораторную работу, выполняют ее в конце семестра по особому графику.
Студент, не сдавший в установленный срок лабораторные работы, зачет не получает и к экзаменам не допускается.
3
Лабораторная работа № 1 Определение свойств формовочной смеси
Цель работы: изучение методики определения влажности и газопроницаемости в формовочной смеси; изучение влияния влаги на свойства формовочной смеси, изучение влияния добавок (глины, влаги и др.) на газопроницаемость формовочной смеси.
Оборудование и инструмент: Лабораторные бегуны, технические весы с разновесами, сушильный шкаф с термометром для измерения температур до 300°С, прибор для ускоренного определения влажности, прибор для определения газопроницаемости, коробка для смеси, сухой песок, формовочная глина, вода.
Для изготовления разовых форм применяются единые, облицовочные и наполнительные формовочные смеси. Единые смеси, как правило, используется для формовки по сырому, т.е. когда заливка металла производится в сырые формы. Облицовочные смеси служат для выполнения поверхности формы, непосредственно контактирующей с металлом.
Их применяют при изготовлении средних и крупных форм, которые подвергают сушке или поверхностной подсушке. Облицовочную смесь наносят на модель слоем 50-60 мм, остальной объём опоки заполняют наполнительной смесью. В последнее время в качестве облицовочных смесей крупных форм используют самотвердеющие смеси, позволяющие исключить операцию сушки.
В зависимости от условий работы и технологического процесса изготовления отливки формовочные и стержневые смеси должны обладать следующими основными свойствами:
1)прочностью – способностью форм и стержней не разрушаться под действием внешних усилий;
2)поверхностной прочностью (осыпаемостью) – сопротивлением поверхностного слоя формы или стержня истирающим усилиям;
3)поверхностной твердостью – способностью поверхности формы (или стержня) сопротивляться проникновению в нее более твердого тела;
4)газопроницаемостью – способностью смеси пропускать через себя газы, выделяемые формой и жидким металлом; если газопроницаемость смеси недостаточна, то газы попадают в металл, вызывая брак отливки.
Газопроницаемость формовочной смеси зависит от величины и формы зерен формовочного песка, количества глины в смеси, влажности и степени уплотнения смеси при формовке. Чем крупнее и однороднее зерна песка, тем больше размеры пустот между ними и тем легче проходят газы через стенки формы или стержня. Однако грубые и очень крупные пески дают шероховатую неровную поверхность отливки. Средние и мелкие пески
4
способствуют образованию ровной и гладкой поверхности отливки, но газопроницаемость их в несколько раз ниже. Поэтому при выборе песка руководствуются весом и конфигурацией отливки. Содержание глины в небольших количествах (6-7%) практически не снижает газопроницаемости, так как глина в виде оболочки окружает зерна песка, незначительно уменьшая сечения каналов для прохода газов. При обычном содержании глины в смеси (8-12%) газопроницаемость снижается более чем на 20%.
5)малой газотворностью – способностью смеси выделять газы при нагревании;
6)текучестью – способностью смеси перемещаться под действием внешних усилий или собственного веса;
7)податливостью – способностью форм и стержней сжиматься при усадке остывающей отливки;
8)влажностью – способностью смеси удерживать влагу;
9)низкой гигроскопичностью – способностью компонентов поглощать влагу из окружающей среды;
10)малой прилипаемостью – способностью смеси прилипать к стенкам модели или стержневого ящика;
11)огнеупорностью – способностью смеси выдерживать высокую температуру без оплавления;
12)низкой пригораемостью – способностью смеси привариваться к стенке отливки в результате механического и химического взаимодействия с металлом;
13)высокой выбиваемостью – способностью форм и стержней легко разрушаться после охлаждения отливки;
14)долговечностью – способностью смеси сохранять свои свойства после повторных заливок;
15)"живучестью" – способностью смесей сохранять свои физикомеханические свойства от момента их приготовления до применения.
В литейных цехах контроль качества формовочных и стержневых смесей сводится к определению следующих физико-механических характеристик: влажности, газопроницаемости, предела прочности при сжатии во влажном и высушенном состояниях, предела прочности при растяжении, а иногда при изгибе.
Кроме того, при разработке новых составов смесей производят определение газотворности, осыпаемости, поверхностной твердости, долговечности, текучести, выбиваемости и "живучести".
Методика определения влажности Под влажностью формовочной смеси понимается содержание в ней
свободной и гидроскопической влаги, выражаемой в процентах к весу смеси. Влияние влажности на газопроницаемость показано на рисунке 1.
5
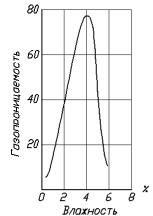
Рисунок 1 – Зависимость газопроницаемости смесей от содержания влаги
Содержание влаги в смесях определяют одним из двух методов: нормальным и ускоренным.
Нормальный метод. Навеску 50±0,01 г. исследуемой смеси помещают в предварительно высушенные и взвешенные фарфоровые чашки и переносят в сушильную печь. Температура в печи должна быть 105-110°C.
По истечении 1 часа чашку с навеской вынимают из печи и взвешивают, затем опять помещают в печь. Этот процесс повторяют до установления постоянного веса. После этого чашку с навеской охлаждают до комнатной температуры. Охлажденную навеску взвешивают.
Влажность смеси определяется по формуле:
W = |
G − G1 |
100% , |
(1) |
|
G |
||||
|
|
|
где G – вес смеси до сушки в граммах;
G1 – вес смеси после сушки в граммах.
Ускоренный метод. В предварительно высушенную и взвешенную металлическую чашечку с сетчатым дном помещают 25±0,01 грамм смеси. Чашечку с навеской устанавливают в прибор и пропускают через неё нагретый до температуры 110-150 оС воздух в течение 5-6 мин.
После этого навеску с чашечкой взвешивают и по приведенной выше формуле определяют содержание влаги в смеси.
В настоящее время для ускоренного определения влаги в формовочных смесях используют новый прибор (рисунок 2) лампового типа. Навеску 1 исследуемой смеси насыпают на поворотный столик 3 прибора, а затем помещают под колпак 2 на 3 мин.
6
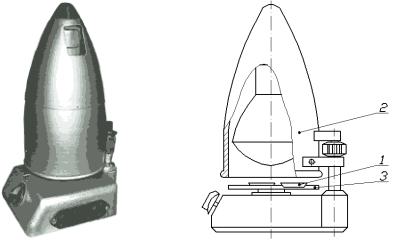
Рисунок 2 – Прибор для определения влажности смеси
Для определения газопроницаемости смеси существует два метода: нормальный и ускоренный.
Нормальный метод. Через стандартный образец диаметром 50 мм и высотой 100 мм пропускают 2000 см3 воздуха при комнатной температуре, при этом фиксируют давление воздуха перед образцом и время прохождения всего объема воздуха.
Величину газопроницаемости вычисляют по формуле:
K = |
V × h |
, |
(2) |
|
F × P × t |
||||
|
|
|
где V – объем воздуха, прошедшего через образец, в см3 h – высота образца, см.
F – площадь, см2
P – давление воздуха перед образцом, г/см2
t – время прохождения через образец см3 воздуха в мин Газопроницаемость выражается безразмерным числом.
Газопроницаемость смеси определяют на специальном приборе (рисунок 3). Трёхходовой воздушный кран 10 прибора ставят в положение "открыто" и осторожно поднимают колокол 3 до тех пор, пока отметка X, имеющаяся на колоколе, не совпадёт с верхней кромкой бака 5; после этого кран прибора переключают на положение "закрыто".
Из исследуемой смеси изготавливают стандартный образец в металлической гильзе. Гильзу с образцом 7 вставляют в чашку 9 затвора и поворотом гайки плотно закрепляют.
Кран 10 ставят в положение "испытание", колокол 3 начинает опускаться. При совпадении отметки 0 на колоколе с краем бака 5 включают секундомер; при прохождении отметки 1000 фиксируют по манометру 12
7
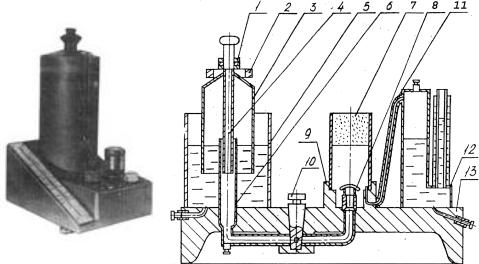
давление воздуха Р под испытуемым образцом, а при прохождении отметки 2000 останавливают секундомер и фиксируют время, в течение которого через образец прошло 2000 см3 воздуха. Трехходовой кран ставят в положение "закрыто". Зная Р и t по формуле находят газопроницаемость смеси. За показатель газопроницаемости принимают среднее арифметическое результатов испытания трёх образцов.
Если результат одного испытания, отличается от среднего арифметического, более чем на 10%, испытания повторяют на трёх новых образцах.
Рисунок 3 - Прибор для определения газопроницаемости:
1 – ручка; 2 – грузы; 3 – колокол; 4 – стержень; 5 – бак; 6 – направляющая трубка; 7 – исследуемый образец; 8 – ниппель; 9 – чашка затвора; 10 – трехходовой кран; 11 – воздухопровод; 12 – водяной манометр; 13 – станина.
Ускоренный метод. В воздухопровод прибора (рисунок 3) вставляют дополнительное сопротивление в виде ниппеля. В комплекте прибора имеется два ниппеля с калибровочными отверстиями диаметром 0,5 и 1,5 мм, которые поддерживают определенный минутный расход воздуха для каждого образца; в этом случае отпадает необходимость замера времени прохождения воздуха через образец. Для испытания смеси газопроницаемостью более 50 применяют ниппель с отверстием диаметром 1,5 мм, а для смеси газопроницаемостью до 50 - с отверстием диаметром 0,5 мм.
Ниппели устраняют необходимость пропускания через образец 2000 см3 воздуха и позволяют определять газопроницаемость смеси по показаниям водяного манометра с помощью таблицы 1.
8
Таблица 1 - Газопроницаемость смесей
Давление, |
Диаметр ниппеля, мм. |
Давление, |
Диаметр ниппеля, мм. |
||
см. вод ст. |
0,5 |
1,5 |
см. вод ст. |
0,5 |
1,5 |
1,0 |
- |
950 |
5,1 |
14,3 |
134 |
1,0 |
- |
850 |
5,2 |
13,8 |
128 |
1,2 |
- |
780 |
5,3 |
13,4 |
126 |
1,3 |
- |
710 |
5,4 |
13,0 |
122 |
1,4 |
- |
650 |
5,5 |
12,6 |
119 |
1,5 |
- |
610 |
5,6 |
12,2 |
115 |
1,6 |
- |
550 |
5,7 |
11,8 |
112 |
1,7 |
- |
525 |
5,8 |
11,4 |
108 |
1,8 |
- |
492 |
5,9 |
11,0 |
105 |
1,9 |
- |
467 |
6,0 |
10,7 |
102 |
2,0 |
49 |
440 |
6,1 |
10,3 |
99 |
2,1 |
47 |
417 |
6,2 |
10,0 |
96 |
2,2 |
44 |
398 |
6,3 |
9,7 |
93 |
2,3 |
42 |
373 |
6,4 |
9,4 |
90 |
2,4 |
40 |
358 |
6,5 |
9,0 |
88 |
2,5 |
38 |
341 |
6,6 |
8,8 |
85 |
2,6 |
36 |
326 |
6,7 |
8,5 |
82 |
2,7 |
34 |
313 |
6,8 |
8,2 |
80 |
2,8 |
33 |
300 |
6,9 |
7,9 |
77 |
2,9 |
31 |
287 |
7,0 |
7,7 |
75 |
3,0 |
30 |
275 |
7,1 |
7,5 |
73 |
3,1 |
39 |
264 |
7,2 |
7,3 |
70 |
3,2 |
38 |
253 |
7,3 |
7,0 |
67 |
3,3 |
37 |
243 |
7,4 |
6,7 |
65 |
3,4 |
25,8 |
235 |
7,5 |
6,5 |
63 |
3,5 |
24,2 |
226 |
7,6 |
6,3 |
61 |
3,6 |
23,4 |
219 |
7,7 |
6,0 |
59 |
3,7 |
22,7 |
212 |
7,8 |
5,8 |
56 |
3,8 |
21,8 |
205 |
7,9 |
5,6 |
54 |
3,9 |
21,0 |
198 |
8,0 |
5,3 |
52 |
4,0 |
20,0 |
196 |
8,1 |
5,1 |
50 |
4,1 |
19,5 |
185 |
8,2 |
4,9 |
- |
4,2 |
19,0 |
178 |
8,3 |
4,7 |
- |
4,3 |
18,5 |
173 |
8,4 |
4,4 |
- |
4,4 |
17,8 |
167 |
8,5 |
4,2 |
- |
4,5 |
17,3 |
164 |
8,6 |
4,0 |
- |
4,6 |
16,7 |
156 |
8,7 |
3,7 |
- |
4,7 |
16,2 |
151 |
8,8 |
3,5 |
- |
4,8 |
15,7 |
146 |
8,9 |
3,3 |
- |
4,9 |
15,2 |
142 |
9,0 |
3,1 |
- |
5,0 |
14,7 |
138 |
|
|
|
9
Порядок проведения работы 1. Приготовить формовочную смесь следующего состава:
кварцевого песка – 82 % формовочной глины – 3 % горелой смеси – 15 % влаги произвольное количество.
2. Определить влажность смеси по обычному способу и ускоренному способу.
3.Приготовить формовочную смесь следующего состава: состав №1
кварцевого песка – 92 % формовочная глина – 3 % влаги – 5 %
состав №2 кварцевого песка – 88 %
формовочная глина – 7 % влаги – 5 %
4.Определить газопроницаемость формовочных смесей по нормальному и укрепленному составу.
Содержание отчета
1.Состав смеси и режим ее приготовления.
2.Описание методики определения влажности.
3.Описание методики определения газопроницаемости.
4.Схемы приборов.
5.Результаты испытаний.
Таблица 2 - Свойства формовочных смесей
№ |
Влажность, % |
|
|
|
Газопроницаемость |
|
|
||||
смеси |
нормальный |
ускоренный |
По нормальному методу |
По ускоренному методу |
|||||||
|
метод |
метод |
1 |
2 |
3 |
|
Среднее |
1 |
2 |
3 |
Среднее |
|
|
значение |
значение |
||||||||
|
|
|
|
|
|
|
|
|
|
||
1 |
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
Контрольные вопросы
1.Какими свойствами должны обладать формовочные и стержневые
смеси?
2.Влияние влаги на свойства формовочной смеси.
3.Влияние влаги на качество отливки (газовые поры и раковины).
4.Оптимальное содержание влаги в формовочных смесях в летний и зимний периоды.
10