

Исходные данные:
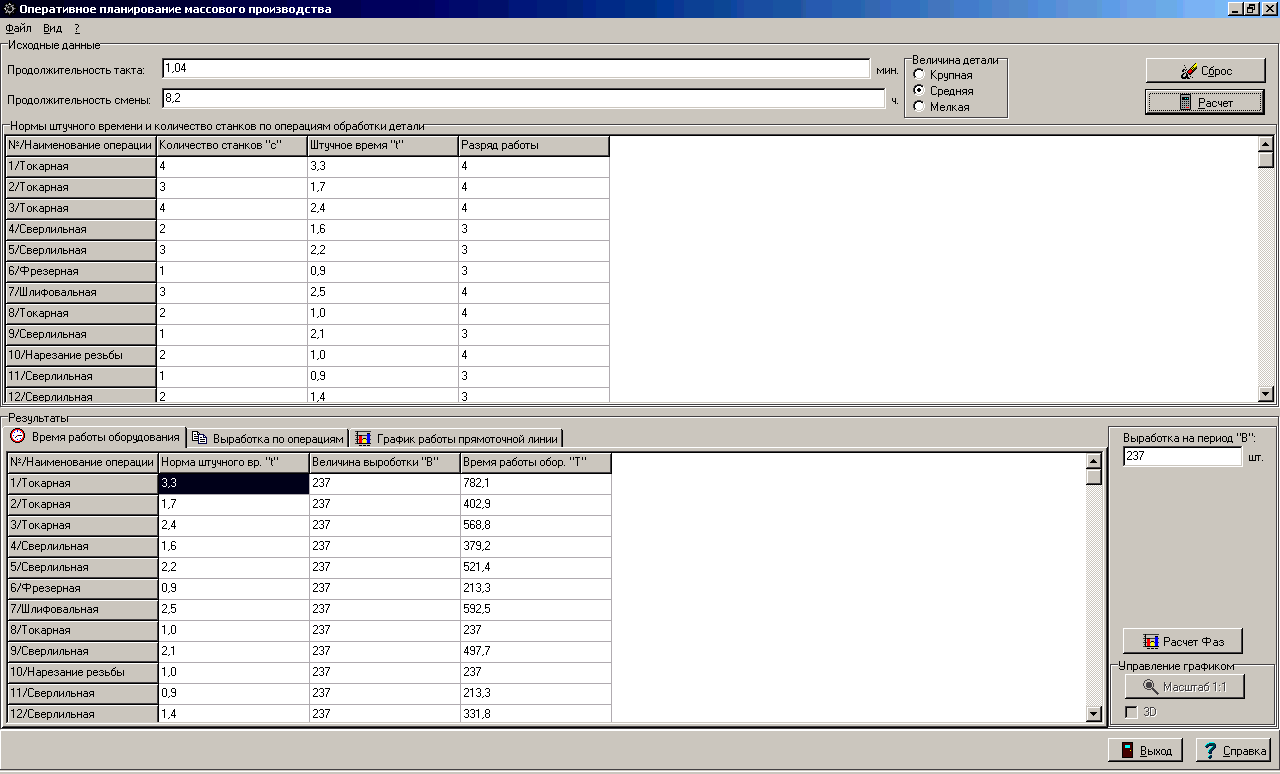
Продолжительность такта работы линии механической обработки детали – 1,04 мин. Режим работы – двухсменный. Продолжительность одной смены – 8,2 ч. Нормы штучного времени и количество станков по операциям обработки детали даны в таблице 1.
Таблица 1 – Нормы штучного времени и количество станков по операциям обработки детали
|
Номер операции |
Наименование операции |
Количество станков Ci, шт |
Штучное время t, мин |
Разряд работы |
|
1 |
Токарная |
4 |
3.3 |
4 |
|
2 |
Токарная |
3 |
1.7 |
4 |
|
3 |
Токарная |
4 |
2.4 |
4 |
|
4 |
Сверлильная |
2 |
1.6 |
3 |
|
5 |
Сверлильная |
3 |
2.2 |
3 |
|
6 |
Фрезерная |
1 |
0.9 |
3 |
|
7 |
Шлифовальная |
3 |
2.5 |
4 |
|
8 |
Токарная |
2 |
1.0 |
4 |
|
9 |
Сверлильная |
1 |
2.1 |
3 |
|
10 |
Нарезание резьбы |
2 |
1.0 |
4 |
|
11 |
Сверлильная |
1 |
0.9 |
3 |
|
12 |
Сверлильная |
2 |
1.4 |
3 |
Порядок выполнения:
1 Расчет нормативных уровней внутрилинейных (цикловых) заделов.
 минуты, часа
минуты, часа
Рисунок 1 – Исходные данные
Р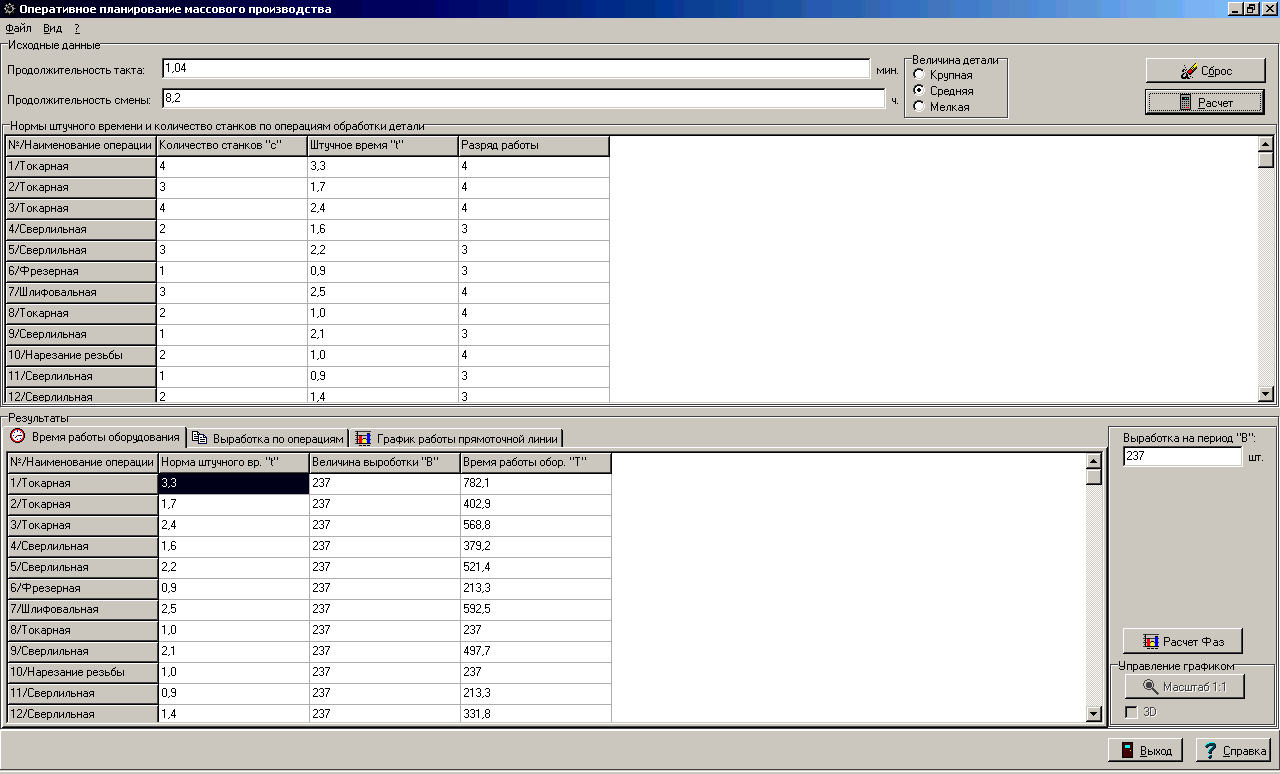 исунок
2 – Исходные данные
исунок
2 – Исходные данные
Рисунок 3 – Нормы штучного времени и количество станков по операциям обработки детали
Определим величину выработки на период обслуживания по формуле:
![]() ,
,
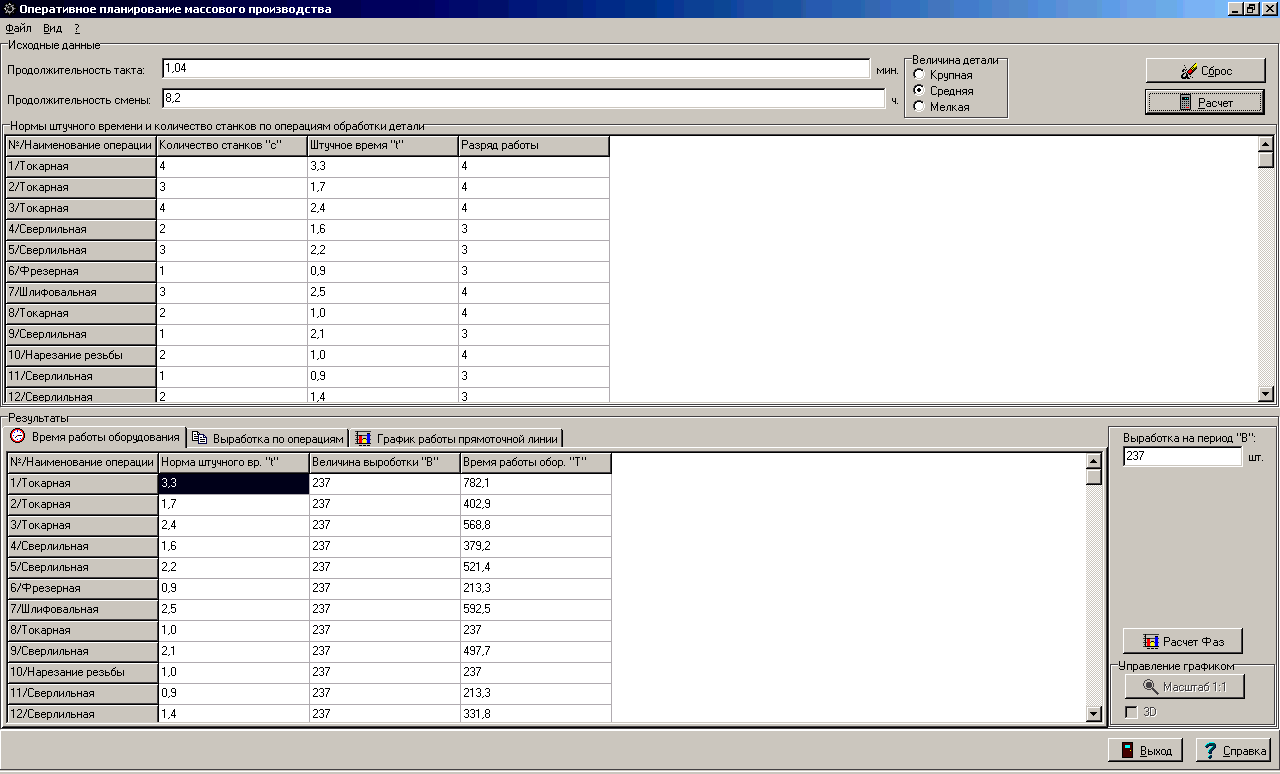
Рисунок 4 – Значение выработки на период обслуживания
Для станков (рабочих мест), загруженных не полностью, определим продолжительность работы на них в течение периода обслуживания:
Тоi = Впо ti ,
где Тоi - время работы оборудования.

Рисунок 5 – Время работы оборудования
Для операции номер 9 (на ней станок оказался частично перегруженным) необходимо скорректировать штучное время в меньшую сторону. Для этого определяется время работы оборудования на 9-ой операции:
То9=t9 Впо=2,1*237=497,7 мин.
Принимая период обслуживания станков, занятых на этой операции, равным одной смене, т. е. 492 мин (8,2*60), получаем коэффициент пересчета:
kп9=![]() =
=
![]() =
0,99.
=
0,99.
Тогда tкор9=2,1*0,99=2,08 мин; Ткоро9=2,08*237=492,0 мин.
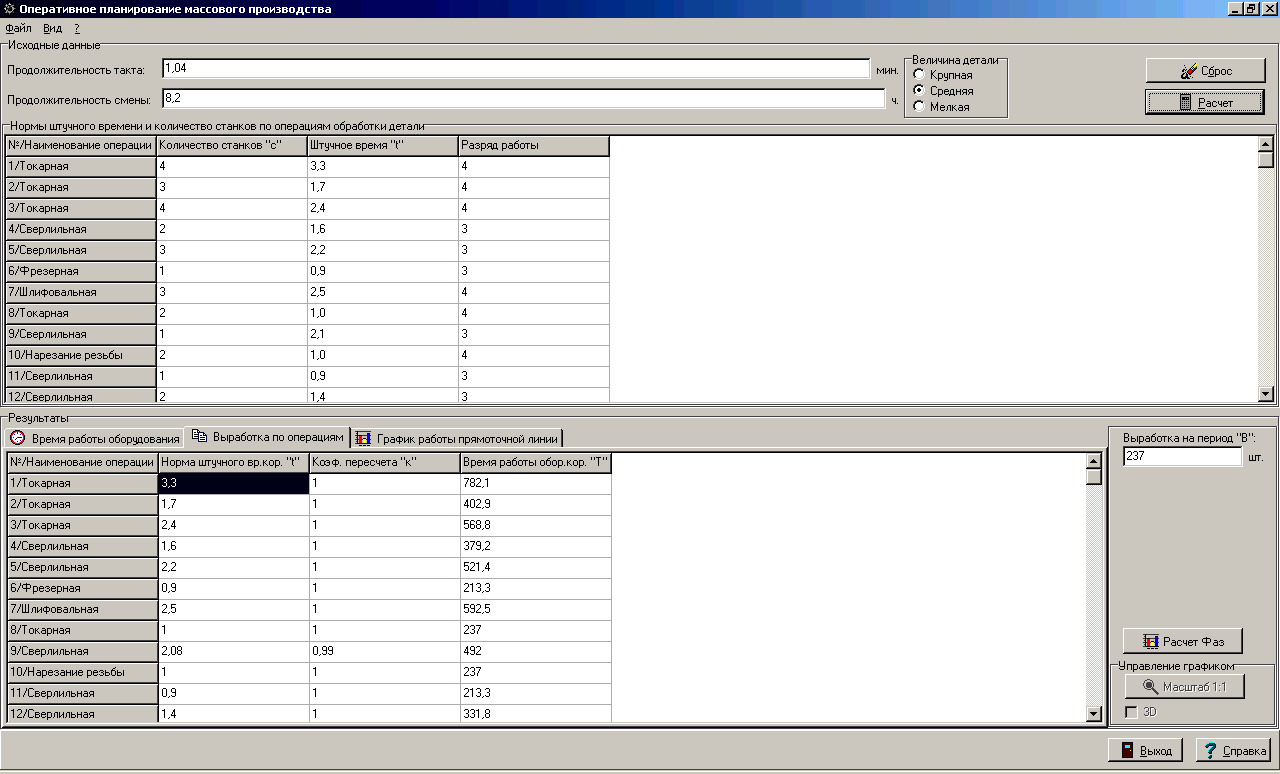
Рисунок 6 – Выработка по операциям
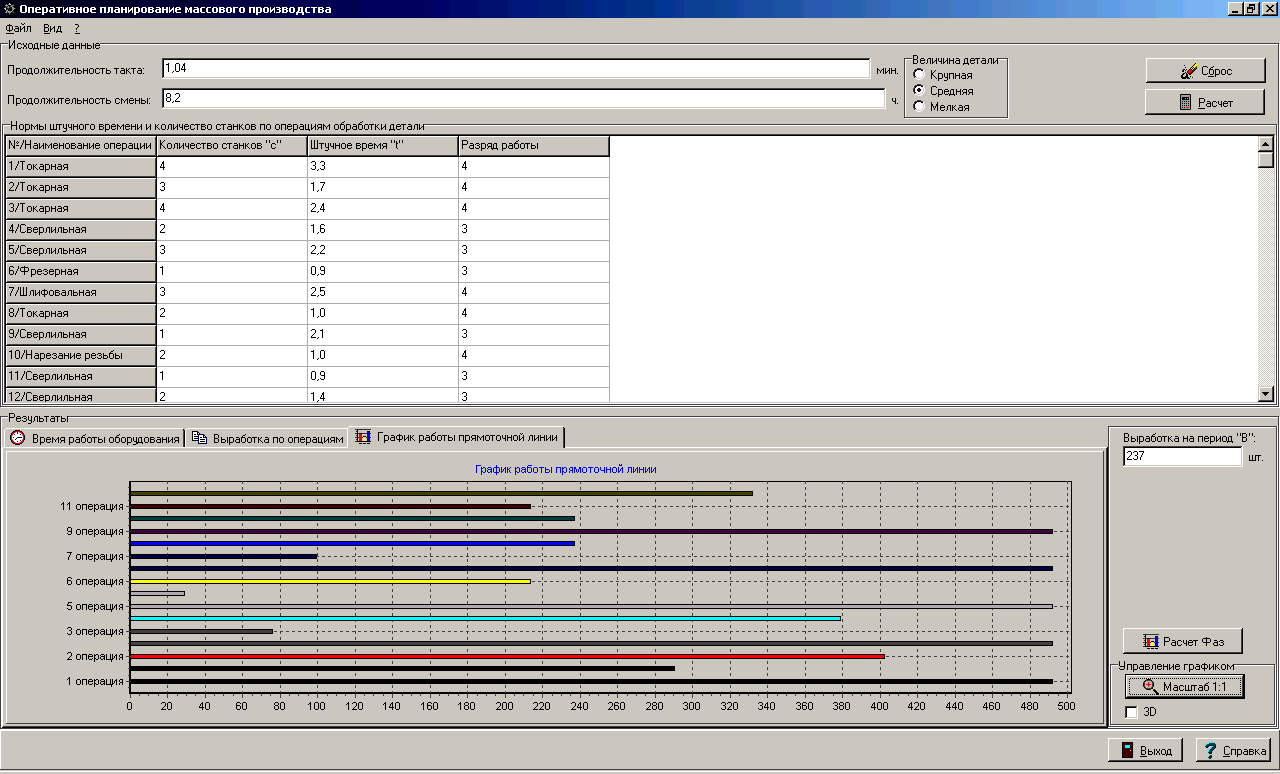
Рисунок 7 – График работы прямоточной линии

Рисунок 8 – График работы прямоточной линии в течение периода обслуживания (Тпо = 492 мин)
2 Расчет межоперационных оборотных заделов по всем парам смежных операций.
Изменение межоперационного задела по фазам составит:
- Между 1 и 2 операциями:
по 1-й фазе: Z1= 290,1*(2/3,3 - 1/1,7) = +6 шт.;
по 2-й фазе: Z2= 112,8*(1/3,3 - 1/1,7) = -33 шт.;
по 3-й фазе: Z3= 89,1*(1/3,3 - 0/1,7) = +27 шт.
- Между 2 и 3 операциями:
по 1-й фазе: Z1= 76,8*(1/1,7 - 2/2,4) = -19 шт.;
по 2-й фазе: Z2= 326,1*(1/1,7 - 1/2,4) = +56 шт.;
по 3-й фазе: Z3= 89,1*(0/1,7 - 1/2,4) = -37 шт.
- Между 3 и 4 операциями:
по 1-й фазе: Z1= 76,8*(2/2,4 - 1/1,6) = +16 шт.;
по 2-й фазе: Z2= 302,4*(1/2,4 - 1/1,6) = -63 шт.;
по 3-й фазе: Z3= 112,8*(1/2,4 - 0/1,6) = +47 шт.
- Между 4 и 5 операциями:
по 1-й фазе: Z1= 29,4*(1/1,6 - 2/2,2) = -9 шт.;
по 2-й фазе: Z2= 349,8*(1/1,6 - 1/2,2) = +60 шт.;
по 3-й фазе: Z3= 112,8*(0/1,6 - 1/2,2) = -51 шт.
- Между 5 и 6 операциями:
по 1-й фазе: Z1= 29,4*(2/2,2 - 1/0,9) = -6 шт.;
по 2-й фазе: Z2= 183,9*(1/2,2 - 1/0,9) = -121 шт.;
по 3-й фазе: Z3= 278,7*(1/2,2 - 0/0,9) = +127 шт.
- Между 6 и 7 операциями:
по 1-й фазе: Z1= 100,5*(1/0,9 - 2/2,5) = +32 шт.;
по 2-й фазе: Z2= 112,8*(1/0,9 - 1/2,5) = +80 шт.;
по 3-й фазе: Z3= 278,7*(0/0,9 - 1/2,5) = -112 шт.
- Между 7 и 8 операциями:
по 1-й фазе: Z1= 100,5*(2/2,5 - 1/1) = -20 шт.;
по 2-й фазе: Z2= 136,5*(1/2,5 - 1/1) = -82 шт.;
по 3-й фазе: Z3= 255*(1/2,5 - 0/1) = +102 шт.
- Между 8 и 9 операциями:
по 1-й фазе: Z1= 237*(1/1 - 1/2,08) = +123 шт.;
по 2-й фазе: Z2= 255*(0/1 - 1/2,08) = -123 шт.
- Между 9 и 10 операциями:
по 1-й фазе: Z1= 237*(1/2,08 - 1/1) = -123 шт.;
по 2-й фазе: Z2= 255*(1/2,08 - 0/1) = +123 шт.
- Между 10 и 11 операциями:
по 1-й фазе: Z1= 213,3*(1/1 - 1/0,9) = -24 шт.;
по 2-й фазе: Z2= 23,7*(1/1 - 0/0,9) = +24 шт.
- Между 11 и 12 операциями:
по 1-й фазе: Z1= 213,3*(1/0,9 - 1/1,4) = +85 шт.;
по 2-й фазе: Z2= 118,5*(0/0,9 - 1/1,4) = -85 шт.
Результаты расчета межоперационных оборотных заделов сведены в таблицу 2:
Таблица 2 – Величины межоперационных оборотных заделов
|
Номера операций, между которыми рассчитывается изменение задела |
Величина межоперационного оборотного задела по фазам, шт. |
||
|
1-я |
2-я |
3-я |
|
|
1 и 2 |
+6 |
-33 |
+27 |
|
2 и 3 |
-19 |
+56 |
-37 |
|
3 и 4 |
+16 |
-63 |
+47 |
|
4 и 5 |
-9 |
+60 |
-51 |
|
5 и 6 |
-6 |
-121 |
+127 |
|
6 и 7 |
+32 |
+80 |
-112 |
|
7 и 8 |
-20 |
-82 |
+102 |
|
8 и 9 |
+123 |
-123 |
|
|
9 и 10 |
-123 |
+123 |
|
|
10 и 11 |
-24 |
+24 |
|
|
11 и 12 |
+85 |
-85 |
|
∑ шт. 478
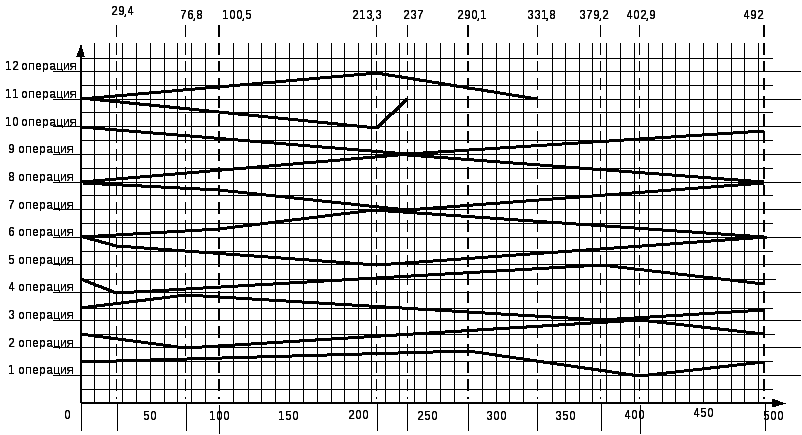
Рисунок 9 – График межоперационных оборотных заделов
Технологический задел Zтех рассчитывается по формуле:
![]() шт.,
шт.,
где с — количество станков (рабочих мест) на операции;
n’- количество одновременно обрабатываемых на каждом рабочем месте деталей.
В прямоточном производстве количество станков, работающих на каждой операции в течение периода обслуживания, изменяется, технологический задел в этих условиях является величиной переменной и определяется на начало периода обслуживания:
Zтех =2*1+1*1+2*1+1*1+2*1+1*1+2*1+1*1+1*1+1*1+1*1+1*1 = 16 шт.
Осуществляем поштучную передачу деталей.
3 Определяем величину выработки по операциям обработки детали. Выработка деталей по операциям определяется по фазам работы станков, т. е. времени, в течение которого в работе станков на данной операции не происходит изменений. Выработка деталей по операциям для каждой фазы Вji рассчитывается по формуле:
![]() ,
,
где Fji— продолжительность фазы работы станков, мин;
ci— количество станков (рабочих мест), занятых на фазе работы на операции i; i - номер операции; j - номер фазы.
Подставив в формулу соответствующие данные, получим выработку:
а) на первой операции (по двум фазам):
В11= 2*290,1/3,3 = 176 шт, В21= 1*201,9/3,3 = 61 шт;
б) на второй операции (по двум фазам):
В12= 1*402,9/1,7 = 237 шт, В22= 0*89,1/1,7 = 0 шт;
в) на третьей операции (по двум фазам):
В13= 2*76,8/2,4 = 64 шт, В23= 1*415,2/2,4 = 173 шт;
г) на четвёртой операции (по двум фазам):
В14= 1*379,2/1,6 = 237 шт, В24= 0*112,8/1,6 = 0 шт;
д) на пятой операции (по двум фазам):
В15= 2*29,4/2,2 = 27 шт, В25= 1*462,6/2,2 = 210 шт;
е) на шестой операции (по двум фазам):
В16= 1*213,3/0,9 = 237 шт, В26= 0*278,7/0,9 = 0 шт;
ж) на седьмой операции (по двум фазам):
В17= 2*100,5/2,5 = 80 шт, В27= 1*391,5/2,5 = 157 шт;
з) на восьмой операции (по двум фазам):
В18= 1*237/1 = 237 шт, В28= 0*255/1 = 0 шт;
и) на девятой операции (по одной фазе):
В19= 1*492/2,08 = 237 шт;
к) на десятой операции (по двум фазам):
В110= 1*237/1 = 237 шт, В210= 0*255/1 = 0 шт;
л) на одиннадцатой операции (по двум фазам):
В111= 1*213,3/0,9 = 237 шт, В211= 0*278,7/0,9 = 0 шт;
м) на двенадцатой операции (по двум фазам):
В112= 1*331,8/1,4 = 237 шт, В212= 0*160,2/1,4 = 0 шт.
 Впо
= 237 шт.
Впо
= 237 шт.
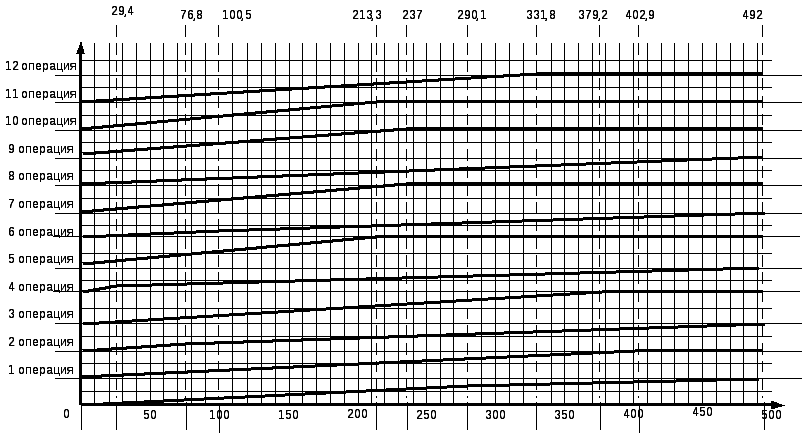
Рисунок 10 – График движения выработки по операциям обработки детали