

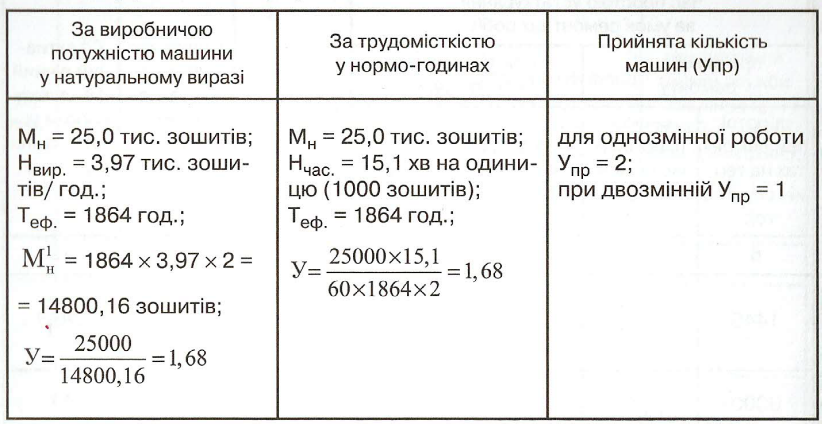
Приклад розрахунку кількості устаткування для фальцювання віддрукованих аркушів на машині Stahl-Brehmer fs 100
Таблиця 8.2
Технологічні розрахунки.
Завантаження з операцій на основі завдання на проектування палітурного для брошурування виробництва і результатів розрахунку друкованого виробництва.
Завантаження по розрізці і фальцювання відбитків, одержуваних на плоскодрукарських і листових ротаційних машинах, розраховується з урахуванням наступних факторів.
Формат і частка аркуша видання.
Кількість сторінок в зошиті . У всіх випадках, коли це можливо, слід передбачати виготовлення 32- сторінкових зошитів, так як застосування зошитів великого обсягу зменшує трудомісткість фальцювання, комплектування та шиття блоків нитками. Обмеження на обсяг зошитів накладаються у разі використання тиражної папери великої товщини (0,09-0,12), при виготовленні комплектованих підбіркою і зшиваються нитками блоків товщиною до 30 мм (невелике число 32-сторінкових зошитів не забезпечує міцного скріплення марлі з корінцем блоку), а також за наявності великої кількості зошитів, що вимагають більше однієї приклеювання або розрізання петель для вклейки ілюстрацій.
Співвідношення форматів друкованої та фальцювальної машини, від якого залежать число різів і згинів, а також можливості фальцмашині щодо кількості зошитів , виготовлених за один цикл.
Завантаження за іншими операціями палітурного для брошурування циклу розраховується виходячи з кількості підлягають обробці зошитів (приклеювання форзаців та ілюстрацій, окантовка зошитів, позошитного шиття нитками) та примірників готової продукції (комплектовка, клейове скріплення, тристороння обрізка, обробка блоків, виготовлення палітурок і т. д.). При розрахунках віддавати перевагу можливим технологічним рішенням, що зменшують завантаження на деяких операціях, як, наприклад, обробка видань двійниками або четверниками, одночасна комплектовка декількох блоків на аркушепідбиральних машинах, тристороння обрізка блоків привертками.
Розрахунки кількості обладнання, необхідного для виготовлення кожної групи технологічно однорідних видань, виконуються за такими формулами.
1 . Одноножові паперорізальні машини :
![]() ,
,
де t- норма часу на розрізку, що враховує число частин аркуша, одержуваних після розрізання, ч.
2 . Фальцювальні машини :
![]() ,
,
Де q – кількість частин аркуша після розрізки.
Приклеювальні автомати:
![]() ,
,
Де
![]() - кількість приклейок в одному екземплярі.
- кількість приклейок в одному екземплярі.
Листопідбірочні машини:
![]() ,
,
Де
![]() - кількість блоків, що комплектуються
за 1 раз,
- кількість блоків, що комплектуються
за 1 раз,![]() - коефіцієнт, що враховує наявність та
кількість складних зошитів в блоці (не
враховуючи форзаців).
- коефіцієнт, що враховує наявність та
кількість складних зошитів в блоці (не
враховуючи форзаців).
Ниткошвейне обладнання:
![]() ,
,
Де
![]() - кількість складних зошитів в блоці
(не враховуючи зошитів з приклейними
форзацами).
- кількість складних зошитів в блоці
(не враховуючи зошитів з приклейними
форзацами).
Машини для тристрочної обрізки:
![]() ,
,
Де
![]() - кількість блоків в привертці.
- кількість блоків в привертці.
Машини та агрегати безшвейного скріплення та обробки блоків, книгоставочні та палітурнодетальні машини, преси для тиснення та друку на палітурках.

Кількість поточних ліній, необхідна для виготовлення одної або декількох груп видань, розраховується по формулі:

Де
М – кількість екземплярів, що підлягають
виготовленню на поточних лініях: ![]() - річний фонд часу ведучого обладнання,год.
- річний фонд часу ведучого обладнання,год.
В якості ведучого обладнання, наприклад, на лінії «Книга» приймажться агрегат БЗР. Для автоматичних ліній безшовного скріплення, таких, як «Темп-1», «Джет-біндер», ведуче обладнання не визначається.
Кількість обладнання обо робочих місць на операціях поточної лінії складає:
![]() ,
,
Де
![]() - штучний час обробки видання на операції,
хв.;
- штучний час обробки видання на операції,
хв.;![]() - такт поточної лінії, хв.; за величину
такту може бути прийнятий штучний час
обробки видання на ведучому обладнані.
- такт поточної лінії, хв.; за величину
такту може бути прийнятий штучний час
обробки видання на ведучому обладнані.
При проектуванні невеликих підприємств дрібносерійного типу кількість обладнання не розраховується, а приймають для установки комплект машин, необхідних для проведення технологічного процесу. Розрахунками визначають тільки кількість робітників, зайнятих на операціях.
Розрахунки кількості основних робочих, обслуговуючих операційне обладнання або виконуючих ручні операції, виконуються за формулами, наведеними в главі 7. Кількість робітників, зайнятих на потоковій лінії, визначають відповідно до норм обслуговування машин, що входять в лінію. При цьому слід прагнути найбільш повного завантаження робітників за рахунок суміщення професій.
Планування палітурного для брошурування виробництва.
Вихідними даними для розробки проекту планування служать схвалена структура виробництва , маршрутні карти виробничого процесу, результати розрахунків обладнання та виробничих площ.
У відповідності до галузевих нормам в ізольованих приміщеннях слід розташовувати такі виробничі та допоміжні підрозділи: розрізання і фальцювання віддрукованих листів; зберігання сфальцованних зошитів; розкрою палітурних матеріалів; виготовлення палітурок; тиснення та друку на кришках; виготовлення клеїв; приміщення для генераторів високочастотних установок; ремонтну майстерню; комору.
На невеликих підприємствах дрібносерійного виробництва ділянки розкрою матеріалів, фальцювання, виготовлення кришок можна розміщувати в одному приміщенні з іншими технологічними підрозділами.
Компонування палітурно-брошуровального виробництва виконується з урахуванням зручності його зв'язків з друкованими цехами і складом річної продукції; вона повинна забезпечувати виробничого процесу, раціональну схему вантажопотоків і можливість використання найбільш простих, досить ємних і надійних транспортних засобів.
Відповідно до проектованої формою організації виробничого процесу обладнання може розташовуватися одним з двох описаних раніше способів: групами однотипних машин або по ходу технологічного процесу в порядку черговості виконання операцій.
При груповій плануванні можна виготовляти видання з будь-яким технологічним маршрутом, що дозволяє більш повно завантажувати обладнання, забезпечити його взаємозамінність, маневрувати робочою силою. У той же час таке планування призводить до організаційної роздробленості виробничого процесу, подовженню і ускладненню транспортних шляхів, збільшенню і ускладненню транспортних шляхів, збільшення тривалості виробничого циклу. Технологічні підрозділи за груповим та технологічним принципом формуються в дрібносерійному виробництві, де через часто змінних технічних показників видань змінюються і технологічні схеми їх виготовлення.
При формуванні виробничих підрозділів за предметним принципом обладнання розміщується послідовно по ходу технологічного процесу. У результаті створюється сприятливі умови для впровадження поштових методів роботи, між робочими місцями створюються більш тісні взаємозв'язки, хоча не завжди забезпечується повне завантаження обладнання. При проектуванні потокового виробництва обладнання, не включене до складу потокової лінії, може расстанавливаются по груповому принципу, наприклад, ділянки форзацпріклеюючих автоматів, ніткошвейних машин і т. д.
Розстановку устаткування та організацію робочих місць найбільш доцільно виконувати, керуючись типовими плануваннями технологічних ділянок та потокових ліній палітурного для брошурування виробництва, розробленими інститутом Гіпронііполіграф. У разі необхідності слід передбачати площі для міжопераційного зберігання напівфабрикатів.
Для переміщення напівфабрикатів у процесі виробництва використовуються найбільш стрічкові і пластинчаті транспортери, рольганги, підвісні і люлічні конвеєри, вертикальні елеватори, електровізки з підйомними платформами та інші рухомі засоби.
При розстановці обладнання слід керуватися нормами, наведеними в табл. 10.10.