

2.1.2. Зенкеры
З
Рис. 2.5. Типы
зенкеров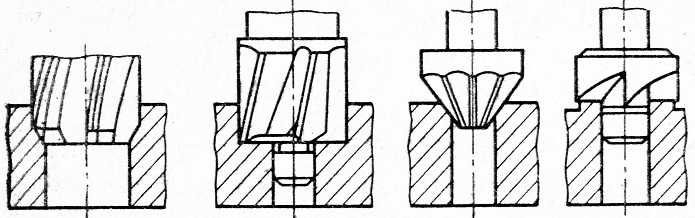
Конструкция зенкера схожа с конструкцией сверла. Припуск на зенкерование составляет 0,5 – 5,0 мм на диаметр и срезается режущей частью, которая не имеет поперечной режущей кромки, поскольку зенкер не предназначен для обработки отверстий в сплошном материале. Вспомогательные режущие кромки располагаются на ленточках калибрующей части. Количество зубьев зенкера составляет 2 – 4 (рис. 2.6).
|
|
|
|
а |
б |

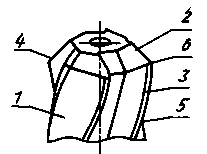
α – главный задний угол; γ – передний угол; φ – главный угол в плане; ω – наклона винтовой канавки; f – ширина ленточки; 1 – вспомогательная задняя поверхность; 2 – главная задняя поверхность; 3 – ленточка; 4 – главная режущая
кромка; 5 – вспомогательная режущая кромка; 6 – вершина зуба зенкера
Рис. 2.6. Конструктивные элементы (а) и элементы рабочей части (б) цельного цилиндрического зенкера
2.1.3. Развертки
Развертка – многолезвийный инструмент, предназначенный для предварительной и окончательной обработки цилиндрических и конических отверстий с квалитетом точности поверхности от 6-го до 10-го и шероховатостью Ra, равной 0,32 – 1,25 мкм, после их зенкерования (рис. 2.7).
а б
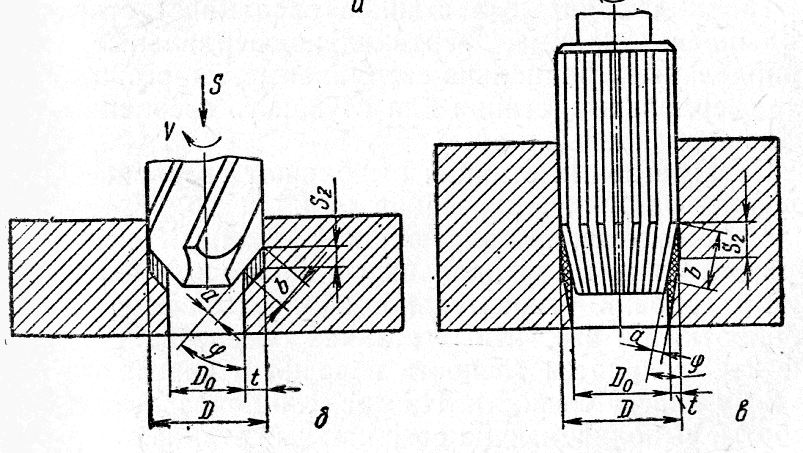
V – главное движение резания; S – движение подачи; D – начальный диаметр; D0 – конечный диаметр; t – глубина резания; φ – главный угол в плане; a – толщина срезаемого слоя; b – ширина срезаемого слоя; S1 – величина подачи при зенкеровании; S2 – величина подачи при развертывании
Рис. 2.7. Операции зенкерования (а) и развертывания (б) отверстия
Развертка по конструкции аналогична зенкеру (рис. 2.8), так как процесс развертывания, как видно из рис. 2.7, принципиально не отличается от процесса зенкерования. Основными конструктивными элементами цилиндрической развертки являются центрирующая часть с направляющим конусом и углом φ = 45°, режущая и калибрующая части, шейка и хвостовик.
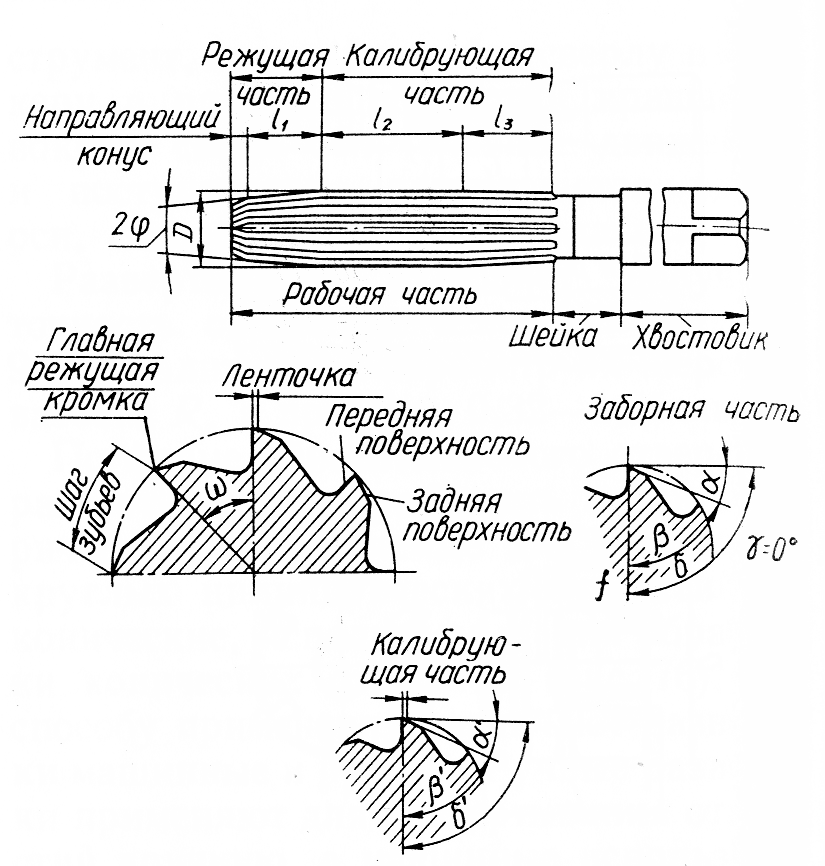
l1 – участок срезающий припуск; l2 – цилиндрический участок; l3 – участок с обратной конусностью; ω – угол раствора соседних зубьев развертки
Рис. 2.8. Конструктивные элементы цилиндрической развертки
Шаг зубьев развертки выполняется неравномерным для уменьшения вибрации в процессе резания и величины огранки отверстия.
Высокое качество обработки объясняется большим количеством зубьев (от 6 до 16) и малым припуском на обработку: 0,1 – 0,4 мм на диаметр при черновом и 0,05 – 0,2 мм – при чистовом развертывании. Развертки различают: по конструкции хвостовика – с коническим и цилиндрическим хвостовиком; по способу крепления – хвостовые и насадные; по способу применения – машинные и ручные.