

3.Нормирование точности шлицевых соединений.
Шлицевые
соединения
предназначены для передачи больших
крутящих моментов, они имеют большую
усталостную прочность, высокую точность
центрирования и направления. Достигается
это высокой точностью размером формы
и расположения зубьев (шлицев) по
окружности. В зависимости от профиля
зубьев шлицевые соединения делятся на
прямобочные,
эвольвентные и треугольные.
Наибольшее распространение получили
шлицевые соединения с прямобочным
профилем
зуба
(рисунок 4.8), имеющие четное число зубьев
(6, 8, 10, 16, 20). Выполняются прямобочные
шлицевые соединения по ГОСТ 1139, в котором
устанавливается три градации высоты
чисел зубьев для одного и того же
диаметра. В соответствии с этим соединения
делятся на легкую, среднюю и тяжелую
серии. Выбор серии зависит от величины
передаваемой нагрузки.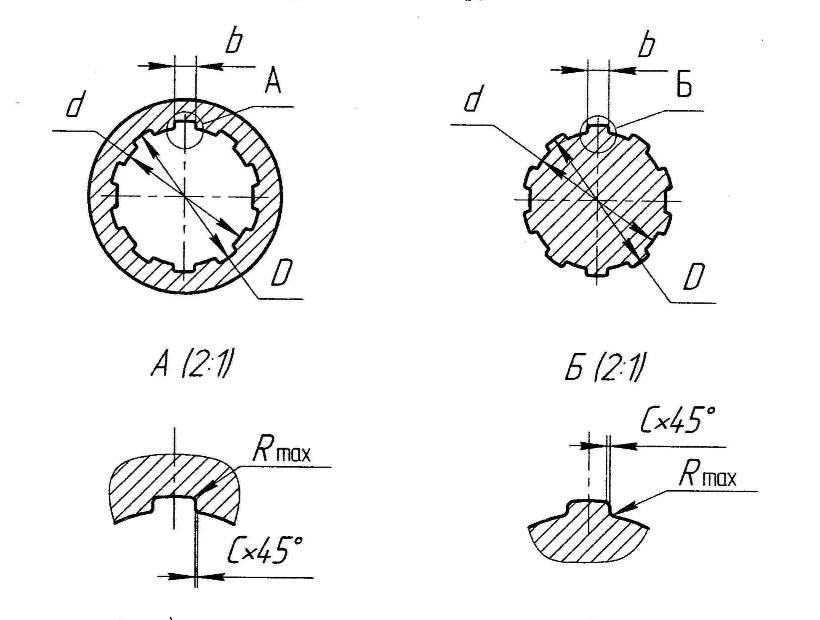
Способы центрирования шлицевых соединений с прямобочным профилем зуба
Допуски и посадки шлицевых соединений зависят от их назначения и принятой поверхности центрирования втулки относительно вала. Стандартом предусматриваются три способа центрирования: по поверхностям диаметрами d или D и по боковым поверхностям зубьев, т. е. по размеру b.
Способы центрирования
в прямобочных шести шлицевых соединениях:
а – по наружному диаметру D; б – по внутреннему диаметру d;
в – по боковым сторонам зубьев b
Диаметры D и по d обеспечивают примерно одинаковую точность центрирования осей вала и отверстия втулки. При центрировании по D и d обязательно дополнительное центрирование по b.
Центрирование по наружному диаметру D является наиболее простым и экономичным, применяется, когда втулка термически не обрабатывается (сырая) или когда твердость ее материала после термообработки допускает калибровку протяжкой, а вал фрезеруется до окончательных размеров зубьев и по наружному диаметру шлифуется на обычном круглошлифовальном станке.
Центрирование по внутреннему диаметру d применяется для закаленных, подвижных соединений, когда после операции протягивания отверстие втулки закаливается до высокой твердости (свыше 40 HRС) ее внутренний диаметр (отверстие) шлифуется на внутришлифовальном станке. Окончательно диаметр d вала обрабатывается на шлицешлифовальном станке.
Центрирование по боковой поверхности шлиц b применяется для передачи больших крутящих моментов, при знакопеременных нагрузках (при работе с реверсом). Этот метод центрирования широко используется в автомобилестроении. Пазы вала шлифуют по боковым сторонам. Отверстие во втулке обеспечивается протягиванием щлицевой протяжкой. Протяжка дорогой, но высокопроизводительный режущий инструмент.
По нецентрирующим диаметрам предусматриваются зазоры при любом виде центрирования. Поля допусков нецентрирующих диаметров: d – у вала b12, у втулки – H11; D – у вала a11, у втулки – H12.
Посадки и условные обозначения прямобочных шлицевых соединений
Посадки для центрирующих диаметров шлицевых прямобочных соединений назначаются по системе отверстия (чтобы уменьшить номенклатуру дорогостоящих инструментов – протяжек). По ширине шлиц применяются внесистемные посадки, обеспечивающие соединения с гарантированными зазорами для компенсации погрешностей углового расположения зубьев.
Предельные отклонения размеров d, D и b следует определять по таблицам ГОСТ 25347.
Условное обозначение шлицевого соединения включает букву, обозначающую поверхность центрирования, число зубьев, номинальные размеры d, D, b, обозначение посадок (указываются после соответствующих размеров).
Пример
условного обозначения шлицевого
соединения легкой серии c
числом зубьев z
=
8, внутренним диаметром d
=
36 мм, наружным диаметром D
=
40 мм, шириной зуба b
= 7 мм,
с центрированием по наружному диаметру,
с
посадкой по диаметру центрирования

 и по размеруb
–
и по размеруb
–![]()
 :
:
D–8×36 ×40
×40 ×7
×7 .
.
Втулка (отверстие) этого соединения имеет вид: D–8×36H11×40H7×7F8, а вал D–8×36b12×40f7×7f7.