

2.2. Выбор способа технологической схемы производства
Для производства бетонной тротуарной плитки используют два метода: вибропрессование жестких смесей с низким водосодержанием; вибролитья с использованием пластифицирующих добавок.
Оба метода позволяют получить бетонную плитку с низкой пористостью благодаря малому содержанию воды в бетонной смеси и обеспечению плотной укладки бетонной смеси с применением механических воздействий (вибрирование или вибропрессование).
Я выбрала вибропрессованный метод изготовления, т.к тротуарная плитка, произведенная методом вибропрессования, при невысокой стоимости, имеет явные преимущества перед традиционной заливкой тротуаров асфальтом или мощением тротуарной плиткой, изготовленной методом вибролитья. Подавляющее большинство тротуарной плитки, выпускаемой на данный момент в большинстве стран мира, изготавливается именно по технологии вибропрессования из полусухих пескобетонных смесей.
Технология вибропрессования заключается в том, что вибрирование бетонной смеси в прессформе (пуансон–матрице) производиться под давлением на вибропрессе. Метод высокопроизводителен, допускает высокую степень автоматизации, даёт возможность производить тротуарную плиткуразных расцветок.
Поверхность вибропрессованой плитки можно шлифовать, полировать, бучардировать. Вибролитая же плитка, данный технологии не допускает.
Опыт использования данных технологий во всем мире показывает, что маленькие кустарные предприятия по выпуску в небольшом количестве вибролитой плитки сомнительного качества, рано или поздно сменяют современные высокоавтоматизированные производствапо выпуску высококачественной тротуарной плитки методом полусухого, объемного вибропрессования.
Формующей частью вибропресса является матрица и пуансон.Пуансон имеет на своей поверхности рисунок, который отпечатывается на лицевой поверхности тротуарной плитки. Матрица отвечает за формование стенок изготавливаемой плитки. Формование изделий происходит на сменных технологических поддонах, подаваемых затем на участок сушки.
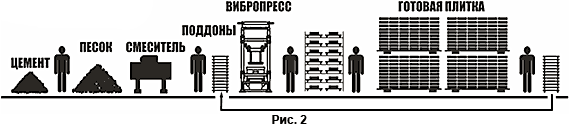
Рис.1 Схема процесса производства тротуарной вибропрессованной плитки
1.Технологическая схема
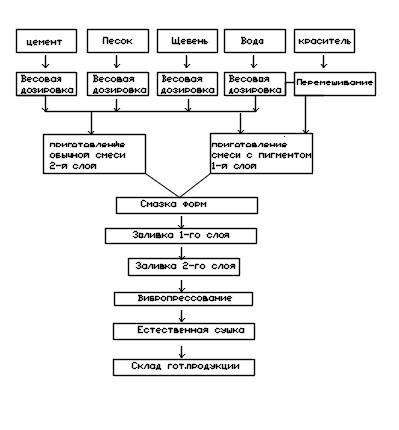
2.Технологическая схема в развернутом виде:

Рис.
1 Технологическая схема в развернутом
виде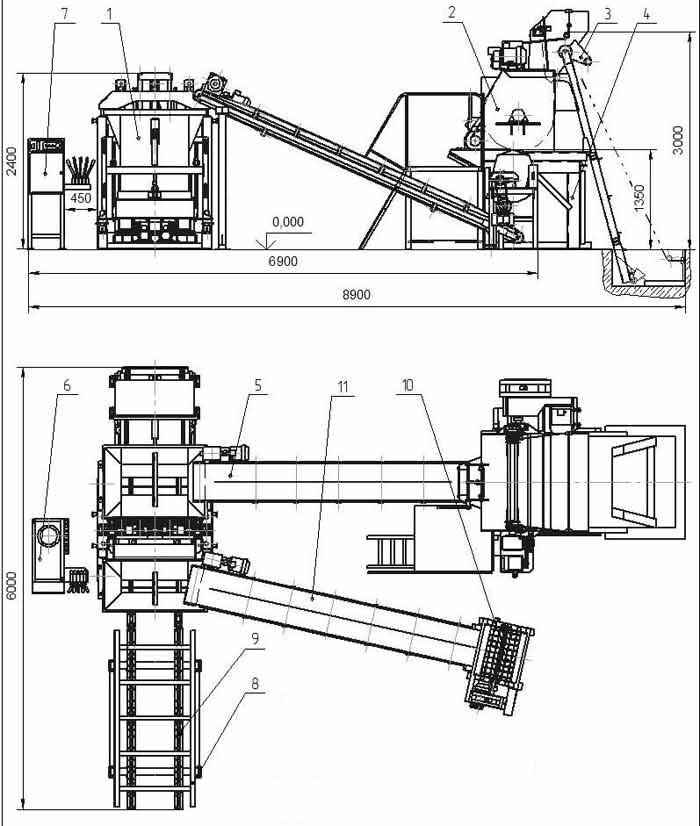
Рис. 2 схематическая схема оборудований
2.3. Технологический процесс производства
Бетоносмеситель устанавливается на специальной подставке. Бетоносмеситель принудительного действия с одним горизонтальным валом и со скиповым подъемником. Объем бетоносмесителя по загрузке 450 литров. Загрузка компонентов смеси (инертные+цемент) осуществляется непосредственно в скип бетоносмесителя. Используют объемное дозирование. Засыпаются компоненты в скип бетоносмесителя 450 л, скип поднимается (с помощью лебедки), высыпает компоненты в корпус бетоносмесителя, происходит перемешивание компонентов (120…180 секунд в зависимости от типа состояния инертных). Готовая смесь подается в загрузочный бункер-накопитель вибропресса (объем бункера-накопителя 0,9 м3) с помощью ленточного конвейера.
Расход готовой смеси происходит непосредственно из загрузочного бункера-накопителя вибропресса. Бункер-накопитель заполнен смесью, при расходовании ее, она дополняется свежеподготовленной из бетоносмесителя. Формование происходит на металлические поддоны размером 1070х480. Пустые поддоны укладываются в магазин поддонов. Магазин поддонов рассчитан на 10…12 поддонов. Начинается цикл формовки:
Металлические поддоны перемещаются в зону формования гидротолкателем при помощи зацепов; из бункера-накопителя смесь дозировано подается в загрузочный ящик; при возвратно-поступательном движении, которого смесь заполняет матрицу. Затем, для уплотнения смеси, включается вибростол. Прессование завершает процесс формообразования. Полный цикл формовки длится около 30 секунд. Далее поддоны с готовыми изделиями выводятся гидротолкателем из зоны формования и по рольгангу поступают в кассету.
Кассета – это устройство, предназначенное для хранения поддонов с готовой продукцией.
Предприятие выпускает установки с горизонтальной и вертикальной распалубкой. При горизонтальной распалубке кассета устанавливается на рольганг, при этом ролики оказываются выше поверхности кассеты. Это позволяет поддонам перемещаться по рольгангу и заполнять кассету. Поддоны в кассете располагаются на одной плоскости друг за другом, длина кассеты при горизонтальной распалубке 2 м, в ней помещается 5 поддонов с готовой продукцией. При вертикальной распалубке поддоны в кассете располагаются один под другим. Кассета ставиться на подъемник, установленный в нише пола. После того как поддон с готовыми изделиями поступает в кассету, подъемник перемещает ее вверх на одну позицию. В вертикальной кассете помещается 5 поддонов со стеновыми камнями или 7 с тротуарной плиткой.
Заполненная кассета убирается в зону складирования с помощью любого грузоподъемного механизма и на её место устанавливается пустая. Конструкция горизонтальных кассет предусматривает возможность установки одной кассеты на другую. Вертикальные кассеты в зоне складирования устанавливаются одна к другой.
В комплект стационарной установки входят пять металлических поддонов, толщиной 8 мм. Кроме металлических поддонов заказчиком могут быть использованы фанерные поддоны толщиной 40 мм. При оформлении заказа, покупатель обязан выбрать, какие поддоны он планирует использовать, металлические или фанерные, так как для них используются разные зацепы.
Строительные материалы, изготовленные на вибропрессах, подвергаются процессу вылеживания, в результате которого увеличивается прочность производимых изделий. При естественных условиях вылеживания, готовые строительные материалы после 12 часов можно перемещать на транспортировочные поддоны, через 2–3 дня они могут транспортироваться, а через 14 дней, после процесса формования, использоваться в кладке. Через 28 суток строительные материалы набирают 100 % прочности. Для ускорения процесса затвердевания можно применять пропарочную камеру.