

МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ
Д ЕПАРТАМЕНТ
НАУЧНО-ТЕХНОЛОГИЧЕСКОЙ ПОЛИТИКИ И
ОБРАЗОВАНИЯ
ЕПАРТАМЕНТ
НАУЧНО-ТЕХНОЛОГИЧЕСКОЙ ПОЛИТИКИ И
ОБРАЗОВАНИЯ
Ф ЕДЕРАЛЬНОЕ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ
ЕДЕРАЛЬНОЕ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
« ЧЕЛЯБИНСКАЯ
ГОСУДАРСТВЕННАЯ АГРОИНЖЕНЕРНАЯ АКАДЕМИЯ»
ЧЕЛЯБИНСКАЯ
ГОСУДАРСТВЕННАЯ АГРОИНЖЕНЕРНАЯ АКАДЕМИЯ»
Кафедра «Технология металлов»
Утверждаю
Проректор по УР
К.Сазонов
Методические указания к самостоятельному выполнению семестрового задаия по теме «термообработка деталей сельскохозяйственных машин» Челябинск 2011
Методические указания предназначены для студентов очного и заочного отделений, по направлениям подготовки 110800 «Агроинженерия», 190600 «Эксплуатация транспортно-технологических машин и комплексов», 260100 «Продукты питания из растительного сырья», 190100 «Наземные транспортно-технологические комплексы». Методические указания соответствуют программе курса дисциплины «Материаловедение. Технология конструкционных материалов»
Составитель Годлевская Е.В. – канд. Пед. Наук, доцент (ЧГАА)
Рецензенты
Ответственный за выпуск
Введение
Цель данной работы научиться правильно разрабатывать технологию и режим термообработки деталей машин (температуру нагрева, продолжительность выдержки в печи, скорость охлаждения). Определять режим отпуска согласно требуемых свойств (в данной работе «контролирующим» свойством будет твёрдость), знать цель и особенность каждого из выбранных видов термообработки.
Письменное оформление домашнего задания выполняется на формате А4 на одной стороне и начинается титульным листом, а заканчивается технологической картой (см. приложение).
Защита домашнего задания принимается преподавателем кафедры «Технология металлов» выдавшим задание или назначенным заведующим кафедрой.
1.Общие положения и рекомендации по выбору режима термической обработки
Термической обработкой называют совокупность операций нагрева, выдержки и охлаждения металлических сплавов, находящихся в твёрдом состоянии, для изменения их структуры и получения нужных физико-механических свойств.
Термической обработке подвергают детали и инструменты для повышения твёрдости, прочности и износостойкости, а также заготовки (поковки, отливки и др.) для подготовки к механической обработке.
Как правило, общая схема термической обработки детали представляется в такой последовательности: ОТЖИГ-ЗАКАЛКА-ОТПУСК.
Отжиг стали
Отжиг применяется для получения равновесной структуры с целью снятия внутренних напряжений, снижения твёрдости, повышения пластичности и вязкости стали, улучшения её обрабатываемости резанием, измельчения зерен для подготовки к последующей закалке.
Рассмотрим наиболее применяемые для этих целей полный, неполный и изотермический отжиг.
ПОЛНЫЙ ОТЖИГ. Основан на фазовой перекристаллизации, приводящей к измельчению зерна и стали (рисунок 1). При полном отжиге устраняется волокнистая структура, образующаяся в процессе прокатки или ковки, происходит снятие внутренних напряжений, что приводит к повышению пластичности изделия и облегчает получение изделий холодной штамповкой, резанием. Такой отжиг применяется для доэвтектоидных сталей (т.е. сталей, содержащих менее 0,8% углерода). Полный отжиг заключается в нагреве доэвтектоидной стали на 30…50ºС выше температуры, соответствующей точке АС3 выдержке при этой температуре для полного прогрева и завершения фазовых превращений в объеме металла и последующего медленного охлаждения со скоростью 150…200ºС/ч – для углеродистых и 30…100ºС/ч – для легированных сталей (или охлаждение вместе с печью).
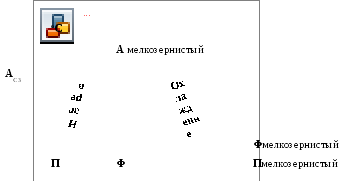
Рисунок 1- Превращения, происходящие в стали при полном отжиге.
При нагреве из исходной структуры феррит + перлит образуется аустенит, характеризующийся мелким зерном и, поэтому, при охлаждении, зерна образующейся феррито-перлитной структуры получаются также мелкими. Продолжительность отжигазависит от размера детали и может быть в пределах 2…20 часов (для небольших деталей обычно 1…4 часа). Для расчетов можно ориентировочно принять отж 3 времени закалки.
НЕПОЛНЫЙ ОТЖИГ. Широко применяют для заэвтектоидных сталей (т.е. сталей, содержащих более 0,8% углерода). Эти стали нагревают до температуры выше точки АС1 на 30…50ºС, что вызывает практически полную перекристаллизацию и позволяет получить зернистую (сфероидальную) форму перлита вместо пластинчатой.
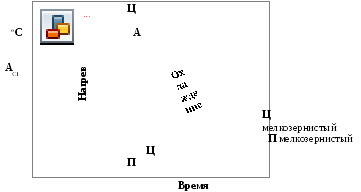
Рисунок 2- Превращения, происходящие в стали при неполном отжиге.
Такой отжиг называется сфероидизацией или отжигом на зернистый перлит. После неполного отжига эвтектоидные и заэвтектоидные стали обладают наилучшей обрабатываемостью резанием, т.е. возможно применение больших скоростей резания и достигается высокая чистота поверхности. Отжигу на зернистый перлит подвергаются также тонкие листы и прутки из низко-и среднеуглеродистой стали перед холодной штамповкой или волочением для повышения пластичности.
ИЗОТЕРМИЧЕСКИЙ ОТЖИГ. В ОСНОВНОМ ПРИМЕНЯЮТ ДЛЯ ЛЕГИРОВАННЫХ ЦЕМЕНТУЕМЫХ СТАЛЕЙ (ЗАГОТОВОК, НЕБОЛЬШИХ РАЗМЕРОВ). Он состоит из нагрева легированной стали, как и для полного отжига (т.е. АС3+30…50ºС), в сравнительно быстром охлаждении до температуры ниже точки А1 (обычно 660…630ºС). При этой температуре назначают изотермическую выдержку 3…6 ч, после чего следует охлаждение на воздухе. Преимущество такого отжига – сокращение длительности процесса, особенно для легированных сталей, которые для заданного снижения твёрдости приходится охлаждать очень медленно; второе преимущество – получение более однородной феррито-перлитной структуры. Нагрев осуществляют в печах с контролируемой атмосферой.