

2.3. Выбор метода пайки.
Из всего многообразия методов пайки можно выделить несколько, наиболее часто используемых при монтаже радиоэлектронной аппаратуры:
1. Пайка волной припоя.
2. Пайка групповым паяльником.
3. Пайка погружением в расплавленный припой.
4. Дозированная пайка.
5. Пайка параллельными электродами.
6. Паро-фазная пайка.
При пайке этими методами необходимо специальное оборудование, и применяются они при серийном и мелкосерийном производстве. При изготовлении опытных образцов и единичном производстве чаще всего производится обычная пайка паяльником.
Дадим краткую характеристику перечисленным методам пайки:
1. Пайка волной припоя.
При пайке этим способом печатную плату пропускают через гребень свободно проливающегося из щелевого сопла расправленного припоя. Часто наряду с основной волной используют еще и дополнительную волну. При этом пайка получается более качественной, особенно в отношении компонентов поверхностного монтажа.
Благодаря своим преимуществам (высокая производительность, относительно слабое термическое воздействие как на полупроводниковые приборы, так и на изделие вообще, высокое качество паяных соединений и т.д.) этот метод получил наиболее широкое распространение в радиоэлектронной промышленности.
2. Пайка групповым паяльником.
При таком способе один или два паяльника паяют сразу все выводы изделия. Этот метод очень эффективен при пайке планарных навесных элементов. При пайке групповым паяльником получаемые соединения по внешнему виду и физическим свойствам ничем не отличаются от соединений, паяных вручную.




 1
~
1. Корпус МСх.
1
~
1. Корпус МСх.

 2. Групповой
паяльник.
2. Групповой
паяльник.
 2
3. Выводы МСх.
2
3. Выводы МСх.
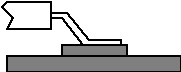
 4. Контактная
площадка.
4. Контактная
площадка.
5. Печатная плата.
 3
3
 4
4


5

Рис. 2.2. Пайка групповым паяльником.
Производительность этого метода составляет 250 - 300 соединений в минуту. Наиболее высокое качество достигается при одновременной пайке 7 - 8 выводов.
3. Пайка погружением в расплавленный припой.
Оборудованием при пайке этим методом служит ванна, оснащенная терморегулятором и нагревателем, а также механическим устройством, осуществляющим спускоподъемные операции паяемого узла. Кроме того, ванна также оснащена реле времени, чтобы погружать паяемый узел в расплавленный припой на строго определенное время. Пайка всех соединений осуществляется за время, не превышающее 2 - 5 секунд.
Хотя этот метод обладает довольно высокой производительностью, у него есть существенный недостаток: сравнительно большое число дефектных соединений. Это происходит из-за того, что при погружении в расплав припоя печатной платы над ней скапливается газ, выделяющийся из флюса и из подложки печатной платы, который потом попадает в соединение.
4. Дозированная пайка.
В этом методе используется обычный миниатюрный паяльник. Паяльник закреплен в устройстве, обеспечивающем его механическую подачу. При движении вниз паяльник расплавляет кусок проволочного припоя, который подается на определенную длину. Благодаря этому на жале паяльника оказывается именно та доза припоя, которая и является необходимой для пайки одного паяного соединения.
Недостатком этого метода является довольно низкая производительность (так как за один такт времени паяется только одно соединение), но благодаря своей простоте этот метод пайки получил довольно широкое применение в радиоэлектронной промышленности.
5. Пайка параллельными электродами.
Схема пайки показана на рисунке 2.3.
Этот способ пайки основан на прямом нагреве места соединения электрическим током, который подводится через электроды. Джоулево тепло, достаточное для расплавления припоя, выделяется в паяемых деталях (в выводах и контактной площадке) на участке межэлектродного зазора.



 ~
~
1 1. Корпус МСх.


2. Параллельные
2 электроды.






3 3. Вывод МСх.


 4
4. Контактная
4
4. Контактная


 площадка.
площадка.

5 5. Подложка
 печатной платы.
печатной платы.
Рис. 2.3.
При этом припой вводится заранее в соединение. Электроды перемещаются в вертикальной плоскости независимо друг от друга и прижимаются к выводам с некоторым усилием.
6. Паро-фазная пайка (для поверхностного монтажа).
Этот вид пайки основан на использовании для нагрева паяемых соединений скрытой теплоты конденсации паров инертной термостойкой жидкости. Для паро-фазной пайки созданы и используются специальные жидкости, у которых температура кипения выше температуры расплавления припоя и которые практически не разлагаются при температуре плавления и не изменяют свой состав при испарении.
Рассмотрим работу устройства камерного типа, используемого для паро-фазного нагрева (см. рис. 2.4.):
 1
1.
Вторичная зона пара.
1
1.
Вторичная зона пара.



 2
2.
Трубчатый холодильник.
2
2.
Трубчатый холодильник.







 3.
Паяемая деталь.
3.
Паяемая деталь.


 3
4.
Первичная зона пара.
3
4.
Первичная зона пара.


 5.
Рабочая жидкость.
5.
Рабочая жидкость.

 4
6. Нагреватель.
4
6. Нагреватель.
7. Камера.
5











6

7

Рис. 2.4.
В камеру заливают некоторое количество рабочей жидкости. При включении погружаемого нагревателя рабочая жидкость закипает и начинает испаряться. Таким образом, образуются две зоны пара: первичная зона, ограниченная первичным трубчатым холодильником, и защитная вторичная зона, ограниченная вторичным холодильником. Паяемую деталь вводят на держателях в первичную рабочую зону пара. Пар начинает осаждаться и конденсироваться на всех внешних поверхностях изделия.
Таким образом, происходит равномерный нагрев изделия до температуры кипения фторсодержащей жидкости (Т=215°С), причем этот процесс происходит достаточно быстро, примерно за 3..30 секунд. Перегрев изделия выше этой температуры невозможен.
Все эти методы пайки очень эффективны при серийном и мелкосерийном производстве. В данном же случае производство является опытным, почти единичным. К тому же, для производства первой опытной партии экономически бессмысленно применять дорогостоящее специальное оборудование. Поэтому целесообразным представляется выбрать технологический процесс монтажа печатной платы обычным паяльником и вручную, на специальном монтажном столе.
В качестве инструмента для пайки соединений при монтаже РЭА как правило применяют электрические паяльники непрерывного действия, нагревательный элемент которых представляет собой спираль из нихромовой проволоки, охватывающей медный стержень паяльника. Паяльник должен обеспечивать интенсивный подвод тепла к месту пайки. Он должен быстро нагреваться (время нагрева 1.5 - 2 мин.), иметь при достаточной мощности небольшую массу, быть хорошо отбалансированным, рукоятка во время работы паяльника не должна нагреваться. Обгоревший рабочий стержень должен заменяться легко, без разборки паяльника.
Кроме паяльников непрерывного действия, для выполнения монтажных работ используют более экономичные импульсные паяльники, расходующие электроэнергию только в момент пайки. Нагревательный элемент таких паяльников приводится в действие нажатием специальной рукояти.