

6.1 Цель работы
Проведение теоретического исследования предельной несущей способности различных видов сварных соединений и экспериментального изучения распределения напряжений во фланговых угловых швах.
6.2 Задачи исследований
Изучение типов сварки и видов сварных соединений, а также теоретических основ расчета сварных соединений.
Проведение расчета предельных нагрузок различных видов сварных соединений для наиболее распространенных случаев нагружения.
Знакомство с принципом работы экспериментальной установки и методикой измерения напряженного состояния сварного соединения.
Экспериментальное определение напряжений в различных точках нахлесточного сварного соединения фланговыми угловыми швами.
Проведение сравнительного анализа теоретических и экспериментальных результатов.
Формирование отчета и выводы по результатам работы.
6.3 Ключевые слова и понятия
Неразъемные соединения, сварка, сварной шов, флюс, нагрузочная способность, предельные напряжения.
6.4 Объект исследования и оборудование
Универсальная лабораторная установка «Механические соединения», набор гаечных ключей. Контрольно-измерительная система: персональный компьютер (Windows 2000/NT/XP, LabVIEW, APM WinMachine), датчики измерения усилий и напряжений.
6.5 Теоретическая часть
Сварные соединения – это неразъемные соединения, основанные на использовании сил молекулярного сцепления и получаемые путем местного нагрева деталей до расплавленного состояния или до консистентного состояния с применением механической силы. Сварные соединения обеспечивают полную взаимную фиксацию деталей и являются наиболее совершенными неразъемными соединениями, так как максимально приближают габаритные составные детали к целым и позволяют изготавливать детали неограниченных размеров. Прочность сварных соединений очень высока и в некоторых случаях доходит до прочности целой детали.
Применение сварных конструкций позволяет в наибольшей мере снизить материалоемкость сборных изделий. Сварка технологична и особенно эффективна в единичном и мелкосерийном производстве. К недостаткам сварных конструкций относятся коробление соединяемых элементов вследствие местного нагрева шва и последующего неравномерного его остывания, нестабильность качества шва, возникновение концентрации напряжений в шве (но ее можно заметно уменьшить последующей механико-термической обработкой шва). Сварные конструкции ответственного назначения нуждаются в последующей термической и чистовой механической обработках.
Число видов сварки достаточно велико. Их выбор зависит от вида и марки материала, размеров и формы деталей, уровня требований к качеству шва и других условий. Основной характеристикой соединения служит суммарная длина сварного шва.
В зависимости от взаимного расположения соединяемых деталей различают четыре вида сварных соединений (ГОСТ 5264):
стыковые соединения. В месте соединения детали лежат в одной плоскости (рисунок 6.1а). По стандарту соединение обозначается буквой С и устанавливается 25 их разновидностей (С1...С25), различающихся формой подготовки кромок (наличие отбортовки, скоса кромок с одной или двух сторон и т.д.);
угловые соединения. Здесь кромки поверхностей соединяемых деталей перпендикулярны или наклонены друг другу (рисунок 6.1б). Соединение обозначается буквой У и устанавливается 15 их разновидностей (У1...У15);
тавровые соединения. Плоскость одной соединяемой детали соприкасается торцом с плоскостью другой детали и перпендикулярна или наклонна к ней (рисунок 6.1в). Соединение обозначается буквой Т и устанавливается 16 их разновидностей (Т1...Т16);
нахлесточные соединения (внахлест). Поверхности деталей частично накладываются друг на друга (рисунок 6.1г). Соединение обозначается буквой Н и устанавливается 8 их разновидностей (Н1...Н8).
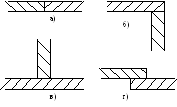
Рисунок 6.1 – Виды сварных соединений
а – стыковое, б – угловое, в – тавровое, г – внахлест
Основными видами отказа сварных соединений являются разрушение шва, прочность которого, особенно при циклическом нагружении, меньше прочности основного материала.
Расчет сварных соединений на прочность ведется также как и для деталей вообще с той единственной особенностью, что величины допускаемых напряжений принимаются заниженными по сравнению с аналогичными значениями, принятыми при расчете монолитных деталей.
Рекомендованные
значения допускаемых напряжений для
сварных швов при статической нагрузке
по отношению к допускаемому нормальному
напряжению при растяжении σр
основного материала приведены в таблице
6.1. Допускаемые напряжения в сварных
швах для отличия от напряжений в целых
сечениях отмечают штрихом
![]() и
и![]() .
.
Допускаемое
напряжение сварного шва при растяжении
![]() определяется как отношение предела
текучести
определяется как отношение предела
текучести![]() к коэффициенту запаса прочности
к коэффициенту запаса прочности
![]() . (6.1)
. (6.1)
Рекомендованные значения коэффициента запаса лежат в диапазоне S=1,31,5, причем меньшие значения берутся для более высококачественной сварки и наоборот. В том случае, если свариваются металлы с различными механическими свойствами, то расчет допускаемых напряжений ведется для материала, обладающего меньшим значением предела текучести.
Стыковые соединения (рисунок 6.1а) являются наиболее совершенными, так как максимально приближают размеры соединяемых деталей к монолитному изделию. Стыковые соединения в процессе работы могут воспринимать произвольно направленные нагрузки и моменты так же, как и соединяемые элементы.
Напряжения растяжения (сжатия)
![]() , (6.2)
, (6.2)
где l – длина шва; s – толщина соединяемых элементов.
Таблица 6.1 – Допускаемые напряжения для расчета статической прочности сварных соединений
|
Напряженное состояние |
Тип шва |
Способ сварки |
Допускаемое напряжение |
|
Растяжение, сжатие
|
Стыковой |
Дуговая автоматическая и полуавтоматическая под флюсом
Дуговая ручная
Контактная, электронно-лучевая, диффузионная |
|
|
Срез
|
Угловой
Стыковой
Угловой |
Дуговая автоматическая и полуавтоматическая под флюсом
Дуговая ручная |
|
Напряжения от изгибающего момента
 , (6.3)
, (6.3)
где Wc – момент сопротивления расчетного сечения шва.
Напряжения от изгибающего момента в плоскости соединяемых элементов и растягивающей (или сжимающей) силы F
 . (6.4)
. (6.4)
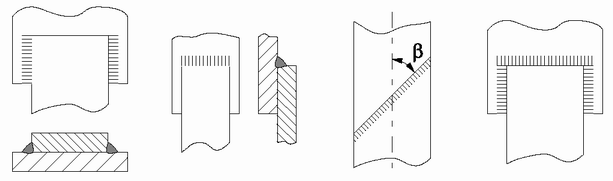
Нахлесточные соединения – когда боковые поверхности частично перерывают друг друга. Соединения такого типа выполняют угловыми швами, которые имеют форму близкую к равнобедренному треугольнику (рисунок 6.1г). Угловые швы по направлению относительно нагрузки разделяют на: поперечные или лобовые, расположенные перпендикулярно направлению силы (рисунок 6.2б); продольные или фланговые, расположенные параллельно направлению силы (рисунок 6.2а); косые, расположенные под углом к направлению силы (рисунок 6.2в); комбинированные, представляющие собой сочетание двух или всех трех перечисленных швов (рисунок 6.2г).
Геометрически угловой шов можно характеризовать катетом k (значение катета в машиностроительных конструкциях рекомендуется выбирать из диапазона 3≤ k ≥20 мм). Разрушение угловых швов происходит по наименьшему по площади сечению плоскостью n-n, проходящей через биссектрису прямого угла (рисунок 6.3). Площадь опасного сечения A=lkcosα, где l – длина шва. Так cos45°≈0,707, то площадь опасного сечения можно упрощенно записать в виде A=0,7lk.
а) б) в) г)
Рисунок 6.2 – Виды нахлесточных соединений
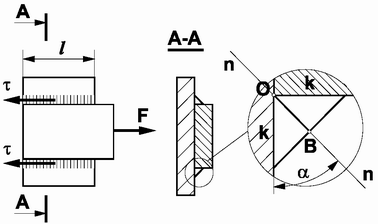
Рисунок 6.3 – Расчетная схема флангового шва
Значения наибольших касательных напряжений находится из уравнения равновесия, которое при условии постоянного характера распределения напряжения по длине шва имеет вид
![]() , (6.5)
, (6.5)
где L=2l – периметр сварного шва.
Исходя из этого условие расчета на прочность флангового шва можно представить в виде
![]() . (6.6)
. (6.6)
Схема работы лобового шва более сложна, а именно, опасными сечениями в этом случае являются наклоненные под углом 45° (рисунок 6.4) и в данном сечении помимо касательных действуют еще и нормальные напряжения.
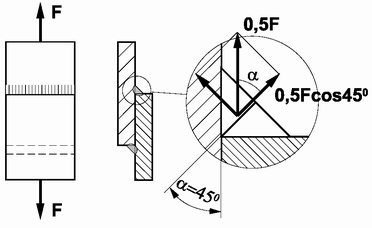
Рисунок 6.4 – Расчетная схема лобового шва
Так как разрушение таких швов происходит по наклонным (под углом α=45°) линиям, то в предположении равномерности нагружения шва по его длине из уравнения равновесия следует
![]() ;
;
![]() . (6.7)
. (6.7)
Очевидно, что расчет статической прочности в условиях подобного нагружения следует проводить по эквивалентным нормальным напряжениям. Но в инженерной методике вводятся следующие допущения: 1) направление действия касательных напряжений считается совпадающим с плоскостью стыка, ошибка, которая при этом получается, компенсируется коэффициентом запаса прочности; 2) действием нормальных напряжений в опасном сечении пренебрегают. Все это позволяет рассчитывать с достаточной точностью лобовой шов только по касательным напряжениям.
Необходимо отметить, что в действительности во фланговых швах наблюдается концентрация напряжений по длине шва. Равномерная эпюра напряжений имела бы место, если бы шов был существенно податливее, чем соединяемые элементы, чего нет в действительности. В действительности характер распределения напряжений по длине шва значительно отличается от принимаемого. Рассмотрим напряженное состояние отдельных участков флангового сварного соединения.
Так
как на протяжении сварного шва нагрузка
постепенно передается с одной полосы
на другую, то усилия, действующие на
различных участках каждой из них, будут
неодинаковы. В сечении, отстоящем, на
расстояние x
от начала шва (рисунок 6.5), полоса I
будет нагружена силой
![]() ,
а полосаII
– силой
,
а полосаII
– силой
![]() ,
причем всегда будет соблюдаться условие
,
причем всегда будет соблюдаться условие
![]() . (6.6)
. (6.6)
Участок ab длиной dx на каждой из полос под действием указанных сил соответственно удлинится и займет положение на полосе I – a1b1, на полосе II – a2b2 (рисунок 6.5б). При этом удлинения участка ab на полосе I и II определяются следующим образом
![]() ;
;
![]() , (6.7)
, (6.7)
где AI, AII – площади сечений полос I и II.
Разность удлинений сопряженных участков полос I и II
![]() , (6.8)
, (6.8)
Как
видно из рисунка 6.5б, отрезок
![]() представляет собой результат сдвига
шва на длинеdx
и с некоторым приближением может быть
принят равным
представляет собой результат сдвига
шва на длинеdx
и с некоторым приближением может быть
принят равным
![]() . (6.9)
. (6.9)
Поскольку φ мало отличается от прямого угла, можно принять
![]() .
.
Напряжение сдвига в сварном шве может быть определено из уравнения
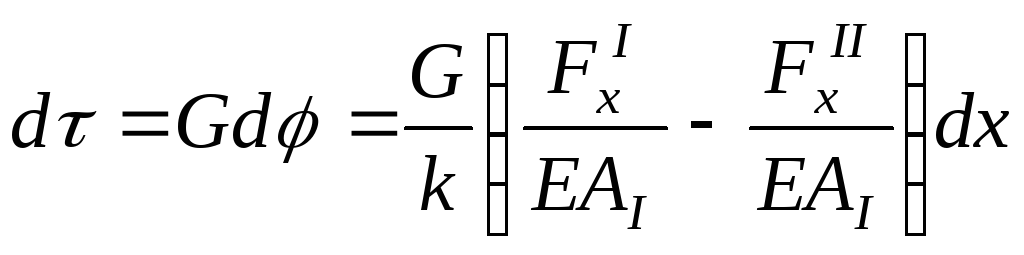 . (6.10)
. (6.10)
Из этого уравнения следует, что на крайних участках шва, где разность деформаций соединяемых полос наибольшая, напряжения в швах максимальные. В средней части разность удлинений, а следовательно, и напряжения, будут наименьшими. На рисунке 6.5в показано распределение напряжений в швах при одинаковых сечениях соединяемых полос, а на рисунке 6.5г при разных сечениях полос (AII >AI).
На самом деле при соединении двух полос конечной жесткости по длине шва наблюдается эпюра напряжений с минимумом в средней части и пиками по концам шва (рисунок 6.5).
Рисунок 6.5 – Схема распределения напряжений по длине флангового шва ()
и в поперечном сечении полосы (σ)
Аналитическое решение уравнения для распределения напряжений имеет следующий вид
![]() , (6.11)
, (6.11)
где
x
– координата текущей точки шва;
![]() ;E
– модуль Юнга; G
– модуль упругости второго рода.
;E
– модуль Юнга; G
– модуль упругости второго рода.
Более сложные виды нагружений сварных швов изложены в литературе по курсу «Детали машин».
Необходимо отметить, что расчет сварных соединений на статическую прочность является не единственным, так как в большинстве случаев детали испытывают знакопеременные нагрузки. В этих случаях сварные соединения оказываются значительно слабее, чем монолитные.