

1.3 Режущая часть метчиков:
1.3.1 Расчет калибрующей части.
По таблице выбираем длину режущей части метчиков:
 (черновой метчик)
(черновой метчик)
 (средний метчик)
(средний метчик)
 (чистовой метчик)
(чистовой метчик)
 ,
где
,
где
 - торцовой диаметр метчиков
- торцовой диаметр метчиков

1.3.2 Передние и задние углы.
Подставляя численные значения d´, dт, L1 в формулу, находим по формуле:

 060111111
060111111





Число перьев метчика z влияет на условия отвода стружки и толщину срезаемого слоя, а следовательно, на величину крутящего момента при резьбонарезании.
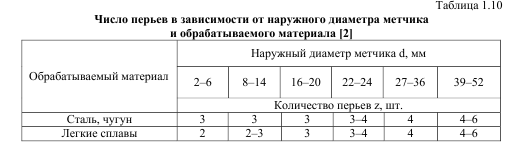
Принимаем z = 3.
После
определения угла по формуле (1.4), необходимо
определить фактическую толщину срезаемой
стружки - аz
по формуле (1.3) и сравнить с рекомендуемым
по таблице. Диаметр последнего торца
метчика
 должен быть меньше внутреннего диаметра
его резьбыd1
на величину:
должен быть меньше внутреннего диаметра
его резьбыd1
на величину:
 ,
где
,
где
 - торцовой диаметр метчиков
- торцовой диаметр метчиков

 (1.3)
(1.3)



Принимаем аz сред=0,06 мм
1.3.3 Боковые стороны зубьев.
Рабочая часть машинного метчика изготавливается из быстрорежущей стали Т5К10. Так как d > 8 мм, то рабочая часть метчика сваривается (ТВЧ, контактная сварка трением) с хвостовиком из конструкционной стали Ст 45.
Выбираем формулу для определения диаметров сердцевины метчиков:
dc
= (0,38 0,40)d
0,40)d
 (1.19)
(1.19)


Выбираем длину калибрующей части в зависимости от наружного диаметра метчика:

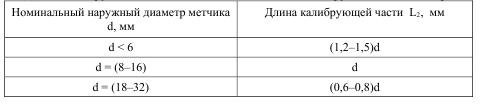
Длина
калибрующей части

Ширину
пера определяем по формуле:
 (1.20)
(1.20)
 (черновой метчик)
(черновой метчик)
 (средний метчик)
(средний метчик)
 (чистовой метчик)
(чистовой метчик)
Угол
скоса перьев на режущей части находим
по формуле:
 (1.21)
(1.21)
где h = (0,5-0,7)·b
h1
= 0,6·b1
= 0,6· =2,759
(мм)
=2,759
(мм)
h2
= 0,6·b2
= 0,6· =2,861
(мм)
=2,861
(мм)
h3
= 0,6·b3
= 0,6· =
2,907 (мм)
=
2,907 (мм)
 (на
черновом метчике)
(на
черновом метчике)
 (на
среднем метчике)
(на
среднем метчике)
 (на
чистовом метчике)
(на
чистовом метчике)



Принимаем среднее значение угла на обоих метчиках:
 (15+21+26)/3=20
(15+21+26)/3=20
Передний угол γв = 12°
Задний угол αв = 10°
Падение затылка на наибольшем диаметре режущей части:
 (1.23)
(1.23)
 и определяем
действительные значения заднего угла.
и определяем
действительные значения заднего угла.
 )
= 7º
)
= 7º
Поскольку диаметр метчика больше 3 мм, профиль его резьбы должен быть шлифован (затылован) «наостро» с падением затылка на ширине пера К1 = 0,01-0,1 мм. Принимаем К1 = 0,05 мм.
1.3.4 Форма и направление стружечных канавок.
Определим формы и размеры стружечных канавок:
Форма канавок винтовая, так как резьба в сквозном отверстии, имеющая угол наклона к оси метчика ω = (10-16)º. Принимаем ω = 15º.
Численные значения параметров профиля канавки для метчиков d = 6-50 мм приведены в таблице 1.13
Таблица 1.13
Размеры профиля стружечных канавок
|
Наружный диаметр метчика d, мм |
dc |
z |
x |
y |
r |
H |
X1 |
Y1 |
r2 |
β |
m |
|
16 |
7,2 |
3 |
3,41 |
6,55 |
6,55 |
5,06 |
2,56 |
1,22 |
1,15 |
19º |
2,91 |
1.3.5 Параметры хвостовика метчика.
Диаметр
хвостовика рассчитаем по формуле
 (1.24)
(1.24)

Размер квадрата на хвостовике находим по формуле:
а = dЗ – x , где х выбирают по таблице (1.25)

а = dЗ – x = 14 – 4 = 10 (мм)
Высота квадрата h = a + 3 мм = 10 +3 =13 (мм) (1.26)
По ГОСТ 3266-81 находим длину метчиков для нарезания резьбы М16 с шагом р = 1,5 : L = 102 мм
Проверяем значение L расчетом по формуле:
![]()
L = 0+3+9+6+16+5+29=68 мм
Из двух значений принимаем большее: L = 102 мм
Зная
длину метчика, определим величину
смещения заднего центра резьбошлифовального
станка для создания обратной конусности
К0
= 0,05 0,1
мм на условной длине резьбыLy
= 100 мм:
0,1
мм на условной длине резьбыLy
= 100 мм:
 0,102
(1.27)
0,102
(1.27)