

Машины для измельчения материалов.
Щековая дробилка(рис.7.6) расботает по принципу раздавливания материала. В конусных дробилках(рис.7.7) и вальцовых дробилках(рис. 7.8) дробление осуществляется за счет раздавливания и истирания.
В
молотковых дробилках(рис.7.9) реализован
принцип измельчения за счет стесненного
удара. Дисковые дробилки, называемые
часто дезинтерграторами(рис.7.10) работают
на принципе стесненного удара и
истирания.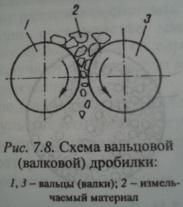
Работа шаровых мельниц(рис. 7.11) основана на использовании удара и истирания. Измельчители, в которых в качестве рабочего органа используется жернова(рис 7.12), работают по принципу истирания.
В
протирочных машинах(рис. 7.13 1-
разгрузочный патрубок; 2- корпус; 3 –
перфорированный цилиндр; 4 – приемный
бункер; 5- рабочие лопасти; 6 – приводной
вал)
используется принцип истирания и
раздавливания.
Билет 19. Прессование. Аппараты для прессования.
Сущность прессования заключается в том, что на продукт оказывают давление, под действием которого изменяются его свойства.
Назначение: процесс прессования предназначен для создания однородных систем и для разделения.
В пищевой промышленности на предприятиях общественного питания процессы прессования подразделяются на следующие виды: отжатие, формовка и штамповка, брикетирование, экструзия.
Отжатие производится:
а) с цельюотделения жидкости, как более ценного компонента от твердого продукта – например, приготовление сока;
б) для отделения жидкости, как менее ценного продукта от твердого продукта – например, отделение сыворотки от творога.
Формовка и штамповка применяются при приготовлении, например, котлет, кондитерских изделий и продуктов из теста и т.д. При этих процессах не происходит разделения системы.
Брикетирование применяется при производстве мясных формованных продуктов из отдельных кусков после их варки, а также брикетов из отходов сырья. Получают однородную массу в виде брикетов, плит в колбасном производстве.
Экструзией называют процесс продавливания материала через профилирующие головки, в результате кооторго получают продукт требуемоой формы. При этом продавливание осуществляется при соответствующих температурах и давлениях. Давление создается специальными прессующими устройствами.
Факторы, влияющие на прессование.
Величина давления. С повышение давления эффективность прессования повышается. Ограничения накладываются технологическими оособенностями производства: иногда повышение давления ведет к загрязнению продукта отходами производства, а также возможен перерасход энергии.
Свойства и состав материала: прочность, пористость.Прессование прочных малопористых продуктов малоэффективно. При брикетировании продукты должны обладать взаимной липкостью, для этого добавляют связующую жидкость: например, при изготовлении воздушного риса применяют как связующее сахарный сироп.
Размеры материалов. Эффективность прессования материалов больших размеров уменьшается, поэтому материалы предварительно измельчают.
Размеры материала. Эффективность прессования материалов больших размеров уменьшается, поэтому, материалы предварительно измельчают.
Продолжительность процесса прессования - увеличивает его эффективность.
Термические условия проведения процесса. Подбирают оптимальные термические условия его проведения, часто нагревание повышае эффективность(уменьшается вязкость).
Толщина прессуемого слоя. При уменьшении высоты слоя продолжительность процесса уменьшается.
Общим
признаком, характеризщующим эффективность
процессов прессования, является
коэфициент уплотнения
 ,
где
,
где
 - начальный и конечный объем материала,
- начальный и конечный объем материала,
 .
Коэфициент уплотнения изменяется от
3 до 20.
.
Коэфициент уплотнения изменяется от
3 до 20.
Релаксацией(рассасыванием) напряжения называется его уменьшение при постоянной, фиксированной деформации тела.
Под периодом релаксации понимают время, в течение которого напряжение при посстоянной деформации падает с е раз. Продолжительность формования не должна быть меньше периода релаксации.