

17. Древесина и древесные материалы как объект, подлежащий обработке резанием: структура, свойства, влияющие на процесс обработки.
Влияние породы древесины. На обрабатываемость, т. е. на силовые и качественные показатели процесса резания, влияют структура и механические свойства, которые различны у древесины разных пород. Влияние структуры трудно оценить количественно. Между показателями механических свойств древесины и силами резания имеется непосредственная связь.
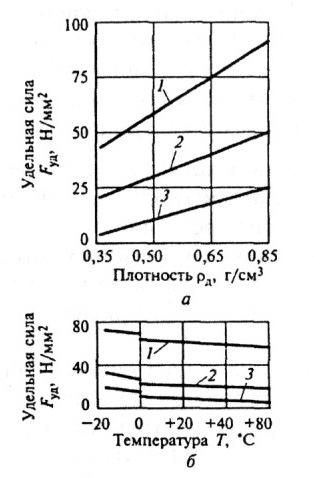
Рис. 1. Влияние различных факторов на силу резания: а - плотности древесины (толщина срезаемого слоя 0,05 мм, лезвие острое, зависимость приближенная); б - температуры древесины (сосна, влажность 80 %, толщина срезаемого слоя 0,1 мм, передний угол 35°; задний угол 10°)
Практический интерес представляет зависимость силы резания от плотности древесины, так как известно, что механические показатели связаны с плотностью. В простейшем случае, полагая, что имеется прямая пропорциональная зависимость между удельной силой резания Fуд и плотностью ρд, удельную силу резания древесины данной породы можно приближенно определить по ее плотности путем экстраполяции имеющихся данных о плотности и удельной силе резания древесины двух других пород или по графику на рис. 1, а.
Влияние влажности. При увеличении влажности до предела гигроскопичности (W= 30%) снижаются показатели механической прочности древесины и, следовательно, уменьшается сила резания.
При открытом резании древесины, имеющей влажность выше предела гигроскопичности, свободная влага попадает на поверхности лезвия и действует как смазка. При этом уменьшается коэффициент трения и дополнительно сила резания.
При закрытом резании (пилении), когда с древесиной активно взаимодействуют задние поверхности вспомогательных лезвий (боковые поверхности зубьев) и даже поверхности корпуса инструмента (полотна пилы), влияние влажности древесины проявляется по-другому: при увеличении влажности повышаются упругие свойства древесины, усиливается «защемление» лезвия в пропиле, увеличивается сила резания.
Влияние температуры. Прочность древесины, особенно влажной, при нагревании уменьшается. Это вызывает уменьшение силы резания. На рис. 1, б представлена зависимость удельной силы резания от температуры. Графики показывают, например, что при резании вдоль волокон сила резания уменьшилась на 40% при повышении температуры от -15° до + 60°С. Скачок силы при 0°С объясняется различием сил резания замороженной древесины при 0°С (в процессе оттаивания) и незамороженной древесины при 0°С (в процессе замораживания).
18. Пути повышения производительности и качества обработки при различных процессах резания. Новые способы резания.
Для повышения производительности оборудования и качества обработки при внедрении допусков и посадок в деревообработке необходима рационализация инструментального хозяйства. Скорость резания и подачи сказывают большое влияние на производительность оборудования и качество обработки древесины.
Возможны три критерия оптимизации; наилучшие качественные характеристики, максимальная производительность и минимальная себестоимость. Обеспечение качества считается обязательным.
Производительность станка, качество выпускаемой продукции и экономичность выполнения технологической операции во многом зависят от конструкции и состояния режущего инструмента, от геометрии резца и качества его подготовки к работе.
Чистота резания определяется количеством и величиной неровностей (выколов, обрывов, вмятин и др.). На чистоту резания (чистоту обработки) влияют направление резания, наличие или отсутствие подпора волокон перед резцом, надламывание стружки при ее срезании, толщина стружки, степень остроты резца, угол резания, скорость резания, особенности строения древесины.
Направление резания. Наиболее чистая обработка достигается при резании вдоль волокон. Чистое резание в торец можно получить при работе острым резцом и снятии очень тонкой стружки. Резание поперек волокон никогда чистой обработки не дает, так как из-за слабого соединения волокон в этом направлении значительное количество их вырывается резцом.
Подпор волокон перед резцом. Древесина обладает значительной упругостью. Резец при работе изгибает стружку, и она, вследствие своей упругости, на некотором расстоянии впереди резца отщепляется от обрабатываемой древесины, в результате строганая поверхность получается шероховатой. Кроме того, в зависимости от строения древесины (косослой, широкослойность) перед резцом нередко образуется опережающая трещина, которая уходит в сторону от линии резания. Чтобы избежать этого, делают так называемый подпор волокон, т. е. древесину перед резцом прижимают. Чем ближе к лезвию резца сделан подпор волокон, тем более чистой выходит из-под резца обработанная поверхность. У ручного рубанка подпор волокон производится передним краем пролета в подошве; на станках для этого применяют специальные устройства.
Надламывание стружки. При резании с подпором волокон стружка сохраняет некоторую упругость. Чтобы совершенно устранить упругость стружки и достигнуть более чистого строгания, стружку при срезании надламывают. Для этого применяют стружколоматели. Например, в ручном рубанке на рабочую железку накладывают вторую изогнутую железку — горбатик. Стружка тотчас же после срезания отклоняется стружколомателем почти под прямой угол к обрабатываемой поверхности и при этом надламывается.
Толщина стружки. Чем толще снимаемая стружка, тем больше она сопротивляется изгибанию и надламыванию, тем сильнее она отщепляется от массива и тем чаще возникают опережающие трещины. Чистая обработка может быть достигнута при снятии тонкой стружки.
Угол резания. Чистота обработки улучшается с увеличением угла резания. Это происходит потому, что увеличенный угол резания способствует надламыванию стружки и позволяет снимать более тонкую стружку. Увеличенный угол резания приближает резание к скоблению, при котором резец устанавливается к обрабатываемой поверхности под углом 90°, а стружка получается очень тонкой, ажурной.
Скорость резания. Чем больше скорость резания, т. е. чем быстрее движется резец, тем чище получается обрабатываемая поверхность. При большой скорости резания волокна стружки, в соответствии с явлением инерции покоя (инерционный подпор волокон), перерезаются лезвием раньше, чем они успевают изогнуться или отщепиться от массива древесины. Древесина обладает сравнительно небольшой твердостью по сравнению со сталью, из которой приготовляются резцы для ее обработки. Это позволяет применять в деревообработке большие скорости резания, не опасаясь чрезмерного нагрева резца и разрушения его режущей кромки. Некоторые деревообрабатывающие станки работают со скоростью резания до 70—100 м/сек.
Особенности строения древесины. Особенности строения древесины сильно влияют на чистоту ее обработки резанием. Отщепы и вырывы древесины особенно часто образуются около сучков, на свилеватых местах, при резании против слоя (в задир).
Новые способы резания
Для резания тонких заготовок древесины и древесных материалов используют устройства на основе оптических квантовых генераторов − лазеров.
Лазер состоит из активного вещества, помещенного в оптический резонатор, и источника возбуждения. В активном веществе происходит преобразование энергии, поступающей от источника возбуждения, в монохроматическое (с неизменной длиной волны) когерентное (согласованное по фазе) излучение светового диапазона, а в оптическом резонаторе − накопление световой энергии и формирование узконаправленного излучения. В результате осуществляется узколокализованный нагрев обрабатываемого материала до разрушающих его высоких температур. Древесина и древесные материалы в зоне воздействия лазерного луча превращаются в нагретые газы.
Технологические возможности установок для лазерного резания характеризуют потери древесины (ширина образуемой зоны прожига) и производительность резания (скорость перемещения луча относительно материала). Для тонких листовых материалов ширина зоны прожига составляет 0,3...0,4 мм, для фанеры толщиной 18 мм - 0,7 мм. Поскольку лазерный луч сжигает древесину лишь в области фокуса, деление толстых образцов (50 мм и более) затруднено. Может потребоваться многократный проход луча через материал по аналогии с последовательным углублением зубьев пилы в дно пропила. Данные по производительности лазерного деления, пог.м/мин, различных древесных материалов (мощность лазера 240 Вт) приведены ниже.
При применении лазера для раскроя листовых и плитных древесных материалов обеспечиваются высокое качество поверхностей кромок и минимальные потери материала на разделение при получении чистовых деталей различной конфигурации (без припусков на дальнейшую обработку). Отсутствуют отходы в виде твердых опилок, шум и пыль, расширяются возможности автоматизации. К недостаткам относятся значительно большая, чем лезвийного резания, энергоемкость процесса лазерного деления, дороговизна оборудования, ограниченная сфера технологического применения и другие.