

37. Технологические процессы и оборудование в пр-ве листового стекла флоат-методом
Листовое стекло – бесцветн, прозрачн, натрий-кальций-силикатное стекло, имеющ вид плоских прямоуг-х листов, толщина котор мала по отнош к длине и ширине.
Технолог схема:
Загрузка шихты и стеклобоя в печь
 Варка
стекла
Варка
стекла
 Подача
стекломассы на расплав Ме
Подача
стекломассы на расплав Ме

 Формование
ленты стекла
Формование
ленты стекла
 Отжиг
Отжиг
Раскрой стекла на форматы на конв-е и механ-х столах
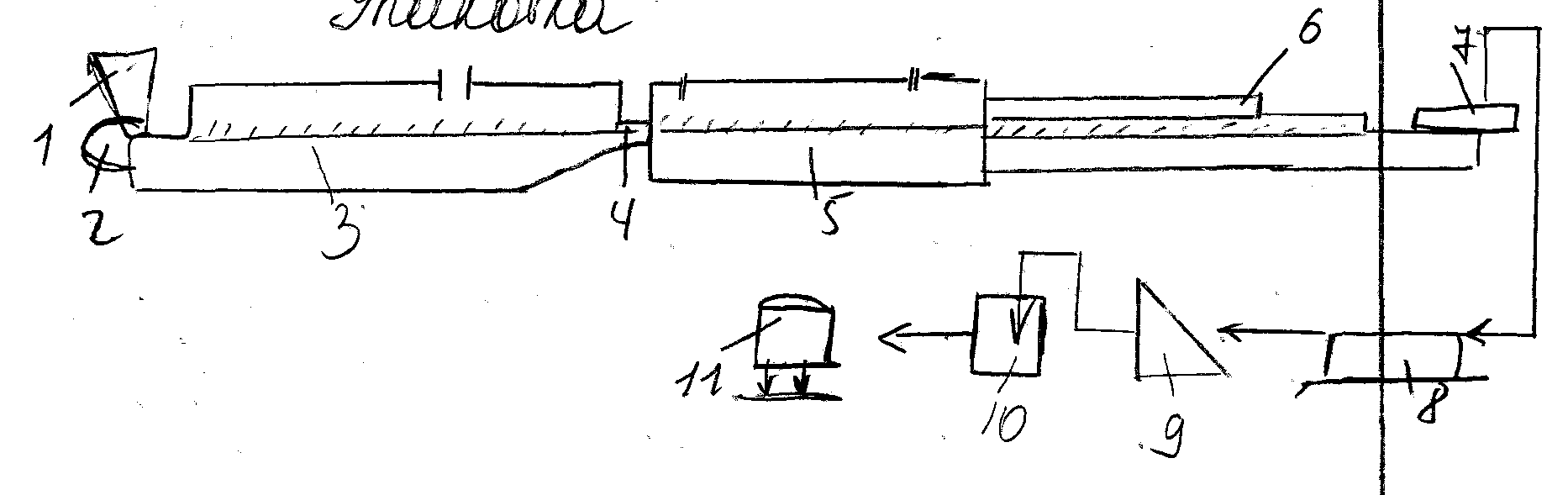
1- бункер шихты, 2 – механ загрузч шихты; 3 – ванная стекловарен печь; 4 – выработочн канал; 5 – ванна с расплав Ме; 6 – Лер для отжига; 7 – вакуум устр-во для отломки и транспорт стекла; 8 – стол для резки стекла на форматы; 9 – пирамиды для группировки стекла; 10 – упаковка стекла.
При этом методе
исп следующ составы стекол:
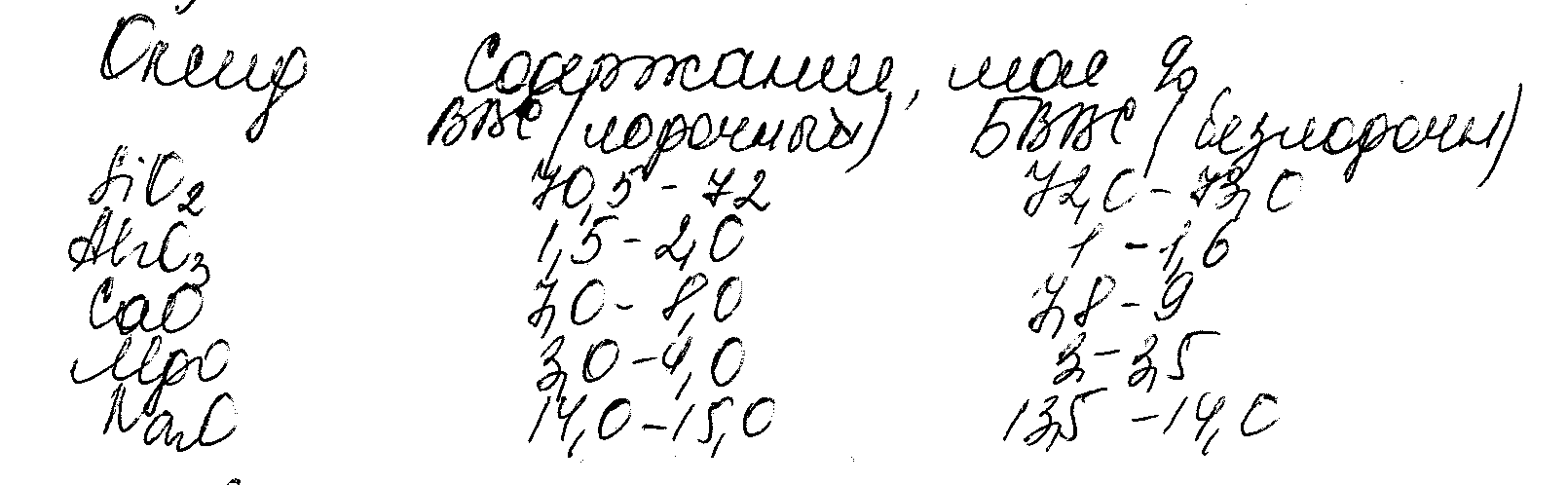
![]() - 72,5-73%;
- 72,5-73%;![]() - 1%;
- 1%;![]() - 8,5-9%;MgO
– 3,5%;
- 8,5-9%;MgO
– 3,5%;
![]() - 13,2-13,5%;
- 13,2-13,5%;![]() - <0,08%. Для введ этих оксидов исп-т: кварц
песок; полевой шпат; пегматит, кальцинир
соду, мел, доломит, уголь.
- <0,08%. Для введ этих оксидов исп-т: кварц
песок; полевой шпат; пегматит, кальцинир
соду, мел, доломит, уголь.
Сырьевые мат-лы проход подг-ку, шихта подается в стекловарен печь. Примен-т регенерат-ые печи с попереч сечением пламени. Готовая стекломасса под-ся в флоат-ванну. Здесь осущ-ся форм-ние (при толщине 6-20 мм): расплав стекла подают на расплав Ме. На расплав стекла действ-т силы поверхн натяжения и силы тяжести, когда силы уравнов-ся расплав стекла растек-ся по расплаву Ме. Формов-е стекла осущ-ся на расплавах олова. Они должны иметь t плав выше t затверд. При произ-ве таким способом получ-ся полирован стекла. Для получ защитн атмосф исп-ся различн методы: смешение азота и водорода; сжигание аммиака.
Форм-ние листового стекла толщиной менее 6,5 мм. Расплав по сливному лотку поступ в флоат ванну. Кол-во расплавов регул-ся шибером. Он одновременно герметизирует флоат-ванну. В флоат-ванне расплав расстек-ся в виде лужи равном толщины. Для формов предусмотр бортоформующие машины. Их устан-т по длине флоат-установки. Машина вращ-ся с различн скор-ю: 1 пара – ограничив растекание стекломассы по флоат-ванне, а 2 пара – вращ-ся с больш скор-ю, обеспечив вытягивание ленты стекла по заданной толщине.
Отжигают лист стекло при t=570-580. Для отжига исп-т туннельн печи – это роликов конвейерные печи. Длина до 150 м. Время форм-ния и отжига в предел 12 мин. После отжига разрезают на форматы, собир-т в пакеты и упак-т.
38. Технологические процессы и оборуд-ние в пр-ве листов стекла методом вертик вытягивания
Листовое стекло – бесцветн, прозрачн, натрий-кальций-силикатное стекло, имеющ вид плоских прямоуг-х листов, толщина котор мала по отнош к длине и ширине.
По этому методу можно выпускать листов стекло толщин от 2 до 6 мм, можно выпуск как обычн так и цветное лист стекло. При пр-ве стекла этим методом исп составы стекол (лодочный и безлодочный ВВС):
Состав стекла
должен облад хорошей устойчив-ю к
кристаллизации (MgO
сним кристаллиз спос-ть), долж быть
быстротвердеющим (обеспеч CaO),
облад хорошей химич устойчв-ю (обеспеч
![]() ,
,![]() ).
).
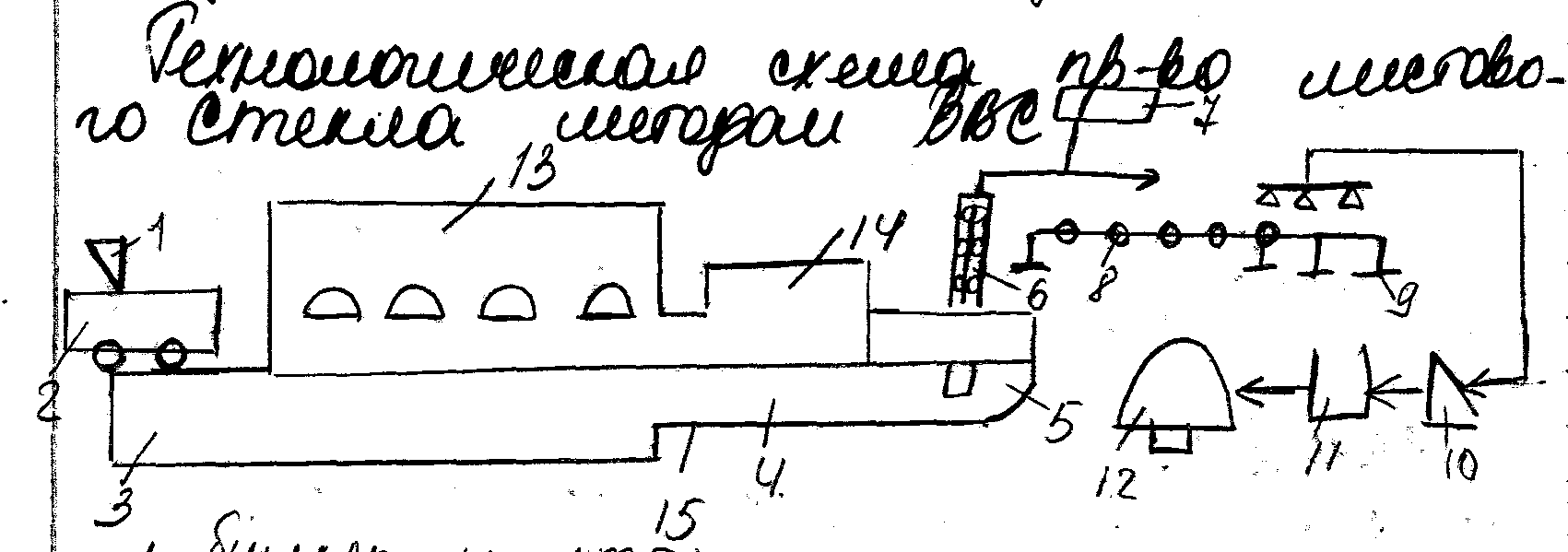
1-бункер шихты, 2-механич загрузчики, 3-ванная стекловарен печь, 4-выработочн канал, 5-подмашинная камера, 6-м-на ВВС, 7-автомат для обломки стекла, 8-конвейер для трансп-ки, 9-стол резки, 10-пирамида для группир-ки стекла, 11-упаковка; 12-отгрузка потребителю, 13-варочная часть; 14-выработочн часть, 15-разделитель м/у 2-мя частями.
Во всех печах варочная часть одинаковая, только отлич-ся выработочн часть, форма котор опр-ся методом форм-ния, спсобом выраб-ки. На 1-ой ванной печи может быть уст-но до 12 формов устр-в. Различ выработочн каналы: с непосредствен питанием, с последоват-ным.
Принцип метода:
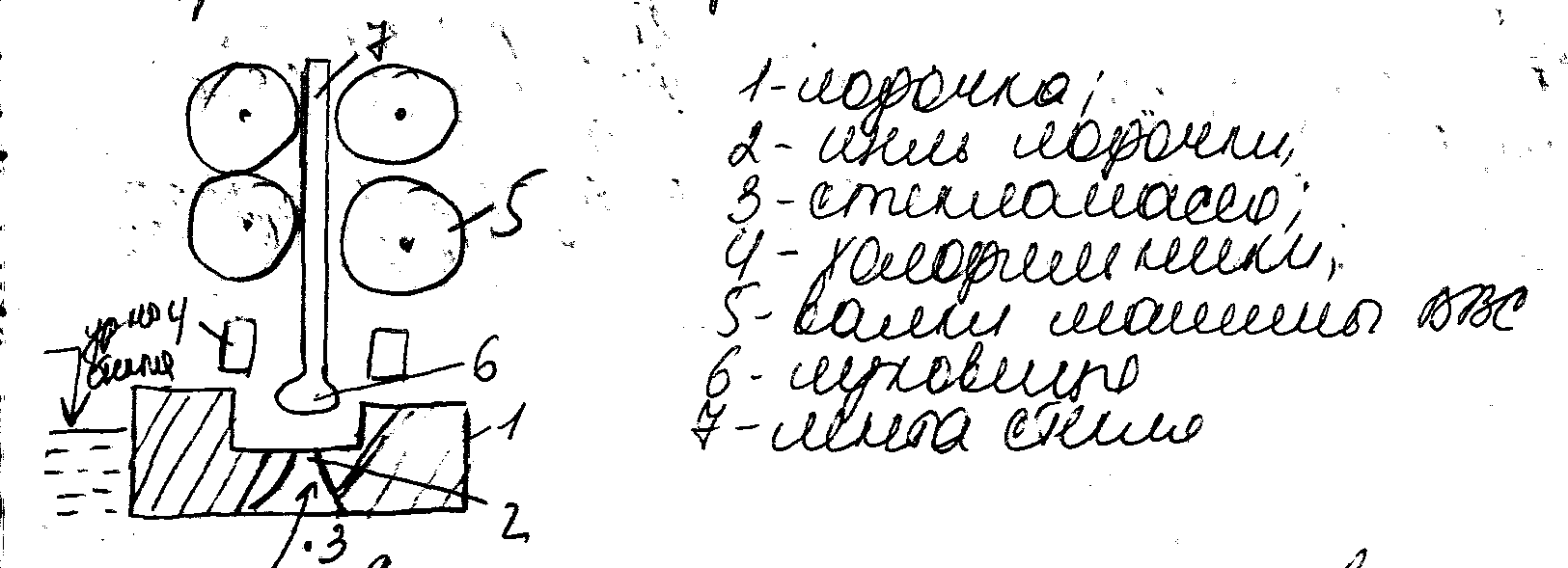
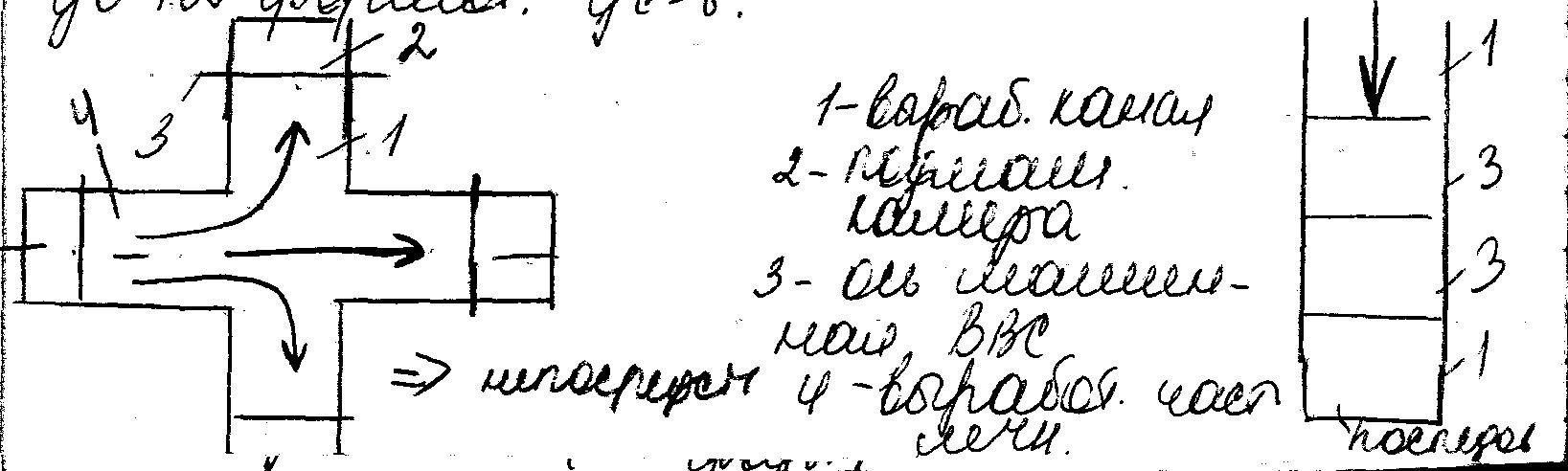
Стекломассу погруж в лодочку. Стеклом захватыв-ся и оттягивается к верху валками машины ВВС. Чтобы избеж сужения ленты стекла, ее охлажд по ср-вам водяных хол-ков. Исп-ся след машины ВВС: ВВС-2В; ВВС-2Б; ВВС-3. T стекломассы в выработочн канале 1040-1070, в зоне форм-ния – 920-980. При этом способе форм-ния шихта м-ны ВВС явл-ся одноврем печью отжига. Для созд-ния необх t режима по высоте камеры имеются крючки, котор можно регулир t. При отжиге лента стекла проходит 3 зоны: зону быстрого охл-ния, зону медлен охл-ния, зону ускорен охл-ния. По мере выхода ленты стекла из м-ны ВВС надрез-ся борта и происх-т поперечная резка стекла. Борта надрез роликов борторезками, котор закрепл на выходе из шахты м-ны ВВС. Ленты обламыв-ся путем перевода из вертик в горизонт полож-е. Стекло по роликам направл на стол резки. Недост-ки: волнистость, полосность. Дост-ва: простота констр-ции и обслуж-ние уст-ки.
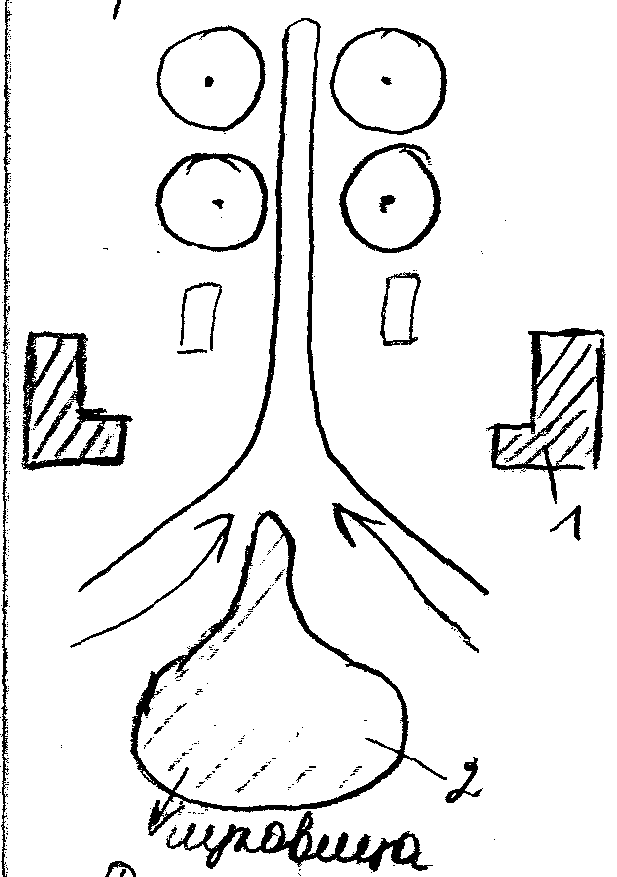
Безлодочный способ: вытягивание ленты стекла происх-т со свободной поверхн-ти.
1-обратный мост (для созд-ния в зоне форм-ния определ поля t).
2-шамотное погруж-е тело (стабилизир потоки стекломассы, поступ в зону форм-ния).
Ленту стекла вытягивают со скор-ю: 2 мм стекло-130 м/ч, 3 мм – 75-90 м/ч, 6 мм – до 40 м/ч.
Дост-ва: отсутст-т полосность и волнистость.
Недост-ки:
чувствителен к t
режиму форм-ния; допустим перепад
t=+-1![]() ;сложность
обслуж-я подмашин камеры.
;сложность
обслуж-я подмашин камеры.