

3.Види зварювання та способи їх здійснення
На сьогодні існує багато видів зварювання та способів їх здійснення. Основні з них наведені у табл.2
Таблиця 2
|
ГОСТ |
Найменування |
|
5264-80 |
Ручная дуговая сварка. Соединения сварные |
|
8713-79 |
Сварка под флюсом. Соединения сварные |
|
11533-75 |
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. |
|
11534-75 |
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. |
|
14771-76 |
Дуговая сварка в защитном газе. Соединения сварные. |
|
14776-79 |
Дуговая сварка. Соединения сварные |
|
14806-80 |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные |
|
15164-78 |
Электрошлаковая сварка. Соединения сварные |
|
15878-79 |
Контактная сварка. Соединения сварные. |
|
16310-80 |
Соединения сварные из полиэтилена, полипропилена и винипласта. |
|
23518-79 |
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами |
|
23792-79 |
Соединения контактные электрические сварные |
Дугове зварювання виконують електричною дугою, яка виникає між електродом та зварюваними деталями.
Газове зварювання здійснюють полум’ям горючого газу (ацетилену, водню, метану, пропан-бутану тощо), спалюваного в струмені кисню. В зону нагрівання металу полум’ям пальника подають присадний матеріал (електроди або зварювальний дріт). Газове зварювання застосовують для кольорових металів і чавуну.
Контактне зварювання здійснюють теплом, яке виділяється внаслідок протікання електричного струму великої сили через зварювані деталі і виникнення між ними контактного тиску.
6
4.Класифікація швів зварних з′єднань
Шви зварних з’єднань класифікують за видом з’єднань, формою поперечного перерізу, окрайків зварюваних деталей, положенню шва в просторі, залежності від розташування швів стосовно діючого на них зусилля.
У залежності від розташування швів стосовно напрямку діючого на них зусилля розрізняють лобові (1), флангові (2) і косі (3) шви (рис. 1).
По положенню шва в просторі, що він займає під час зварювання, розрізняють нижні (І), вертикальні (ІІ) і стельові (ІІІ) шви (рис. 2).

Рис.1
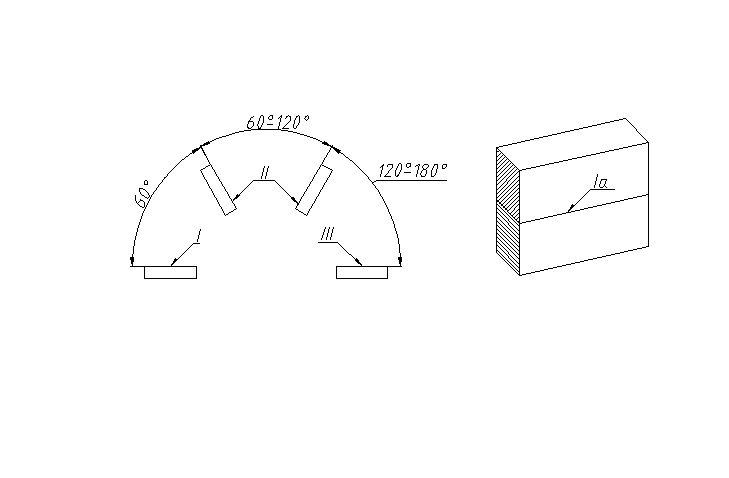 Рис.2
Рис.2
Шви 1а (рис. 2), що накладаються горизонтально при вертикальному положенні виробу, називаються горизонтальними.
За взаємним розташуванням зварюваних деталей розрізняють такі види з’єднань:
7

а) б) в) г)
Рис.3
Незалежно від способу зварювання шви зварних з’єднань умовно зображують: видимі – суцільною основною лінією (рис. 4а), невидимі – штриховою лінією (рис. 4б). Видиму одиночну зварну точку незалежно від способу зварювання позначають умовно знаком „+” (рис. 4в). Невидимі одиночні точки зварювання не позначають.

а) б) в)
Рис.4
Окрайки зварюваних деталей можуть бути підготовлені різними способами: без скосів (рис. 3б,г), зі скосом двох окрайків (рис. 3а) та ін. Для їх розрізнення до відповідного літерного символу додається ще цифрове позначення підготовлених окрайків: С1, C2,С3,...;Н1,Н2;У1,У2,У3...;Т1,Т2,Т3....
Шов може бути однобічним (рис. 5а) і двобічним (рис. 5б,в), суцільним або переривчастим з ланцюговим (рис. 6а) чи шаховим (рис. 6б) розташуванням зварюваних ділянок.
а)

б) в) а) б)
8
При проектуванні зварюваних конструкцій необхідно враховувати технологічні і міцністні особливості, властиві різним типам зварених з’єднань. Так, наприклад, з’єднання внапуск, що відрізняються простотою при зборці і не потребують високої точності заготовок, рекомендується застосовувати тільки для сполучень слабко навантажених елементів, що сприймають статичне навантаження. У конструкціях, підданих дії вібраційного знакозмінного навантаження, з’єднання внапуск застосовувати не слід, тому що вони мають дуже низьку межу витривалості (до 40% від основного металу). Широко застосовуються в зварених конструкціях таврові з’єднання, що надійно працюють при дії статичного навантаження.
У тих випадках, коли необхідно гарантувати підвищення вібраційної міцності таврових швів, здійснюють місцеву механічну обробку їхньої поверхні і переходів до поверхні металу зварених деталей.
Найкращим типом звареного з’єднання є з’єднання встик, що мають значення межи витривалості, що не уступає основному металу.
Геометричні елементи різних типів швів і форм підготовки окрайків деталей, призначених для ручного зварювання, регламентовані ГОСТ 5264-80, а для автоматичного зварювання – ГОСТ 8713-79.