

Новиков А.Д СМ9-91 Технология производства
.docx
|
Министерство науки и высшего образования Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего образования «Московский государственный технический университет имени Н.Э. Баумана (национальный исследовательский университет)» (МГТУ им. Н.Э. Баумана) |

Домашнее задание
по курсу «Технология производства НТТС»
Вариант ТМ9 (3)
Студент группы СМ9-81 |
______________________________ (Подпись, дата) |
Новиков А. Д. |
Преподаватель |
______________________________ (Подпись, дата) |
Кравченко И. И. |

Рисунок 1 – Исходные данные
1. Анализ технических требований, выявление технологических задач, составление схем контроля основных параметров взаимного расположения поверхностей.
Анализ чертежа детали показывает, что наиболее высокие требования по точности и качеству предъявляются к основным отверстиям, а так же к перпендикулярности основного отверстия и торца, которое контролируется в специальном приспособлении.
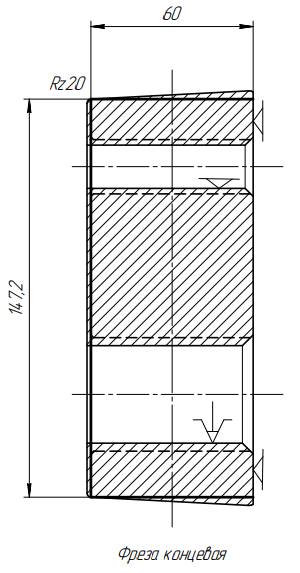
Отверстия d1,d2 и d3 обрабатываются по 7-ому квалитету с шероховатостью Ra1,25, метод обработки протягивание чистовое. Паз в3 обрабатываются по 11-ому квалитету с шероховатостью Rz40 в нижней точке и Rz20 по боковой поверхности, метод обработки фрезерование тонкое. Торцевые поверхности 1,2 обрабатываются с шероховатостью Rz20, метод обработки фрезерование тонкое. Все остальное не обрабатывается.
Заданные на чертеже межосевые расстояния обеспечиваются координатным методом обработки.
Схема контроля отклонения от перпендикулярности торца 2 к оси отверстия d1:

Рисунок 2 - Схема измерения перпендикулярности торца
2. Анализ технологичности конструкции.
Конструкция детали довольно проста по конфигурации, отработана на технологичность, обладает высокой жесткостью, обеспечивает выбор надежных технологических баз и свободный доступ инструмента к обрабатываемым поверхностям. Также конструкция предусматривает удобство наиболее рационального выбора заготовки.
Все отверстия сквозные; имеющийся сквозной паз для захода другой детали так же сквозной и может обрабатываться за один заход; два из трех отверстий имеют одинаковый диаметр; наружная поверхность детали не обрабатывается после литья/штамповки - все это снижает трудоемкость и стоимость изготовления рычага.
3. Выбор метода получения заготовки.
Учитывая конфигурацию итоговой детали, размеры вилки, материал (СЧ21), а также серийное производство, в качестве исходной выбираем литую заготовку, получаемую литьем чугуна в песчаные формы. Литейная форма одноразъёмная, с стержнями, упрощающими последующую токарную обработку. На рисунке 1 основными линиями показана форма заготовки, штриховыми - форма детали после первичной обработки.
 Рисунок
1 – форма заготовки и форма детали.
Рисунок
1 – форма заготовки и форма детали.
4. Выбор маршрута обработки основных поверхностей детали.
Обозначение пов. |
Переходы |
IT |
Ra |
1,2 |
заготовка фрезерование черновое фрезерование чистовое |
16 12 10 |
60 25 Rz20 |
d1,d2 |
заготовка сверление протягивание черновое протягивание чистовое |
- 12 10 7 |
- 5 3 1,25 |
d3 |
заготовка сверление протягивание черновое протягивание чистовое |
- 12 10 7 |
- 5 3 1,25 |
в3 |
заготовка фрезерование черновое фрезерование чистовое фрезерование тонкое |
16 12 10 6 |
60 25 3,2 Rz20 |
5. Разработка общего маршрута изготовления детали.
Операция 005: Заготовительная (получение заготовки).
Литье в песчаные формы. Отжиг заготовки.
Чертеж заготовки отображен в соответствующем пункте работы, относящемся к выбору заготовки.
Операция 010: Вертикально-фрезерная.
Оборудование: Вертикально-фрезерный станок.
Черновое, чистовое фрезерование торца 2.
Базирование по наружным поверхностям.

Операция 015: Вертикально-фрезерная.
Оборудование: Вертикально-фрезерный станок.
Фрезерование фасок отверстий d1,d2, после d3. Необходима замена инструмента.
Базирование и схема установки как в операции 010.

Операция 020: Вертикально-фрезерная.
Оборудование: Вертикально-фрезерный станок с ЧПУ.
Черновое, чистовое координатное фрезерование торца 1 и наружной поверхности.
Базирование по внутренней поверхности отверстия d1, d3 и обработанному торцу.
Операция 025: Вертикально-фрезерная.
Оборудование: Вертикально-фрезерный станок.
Фрезерование фасок отверстий d1,d2, после d3. Необходима замена инструмента.
Базирование и схема установки как в операции 020.

Операция 030: Вертикально-сверлильная.
Оборудование: Вертикально-сверлильный станок, возможно использование вертикально-фрезерного станка с установленным сверлом без переустановки детали.
Сверление отверстий d1,d2, после d3. Необходима замена инструмента.
Базирование по обработанным торцам и наружной поверхности.

Операция 035: Вертикально-протяжная.
Оборудование: Вертикально-протяжной полуавтомат.
Черновое протягивание отверстий d1,d2, после d3. Необходима замена инструмента.
Базирование по обработанным торцам и наружной поверхности.

Операция 040: Вертикально-фрезерная.
Оборудование: Вертикально-фрезерный станок.
Черновое, чистовое фрезерование паза в3.
Базирование
по обработанным торцам и наружной
поверхности.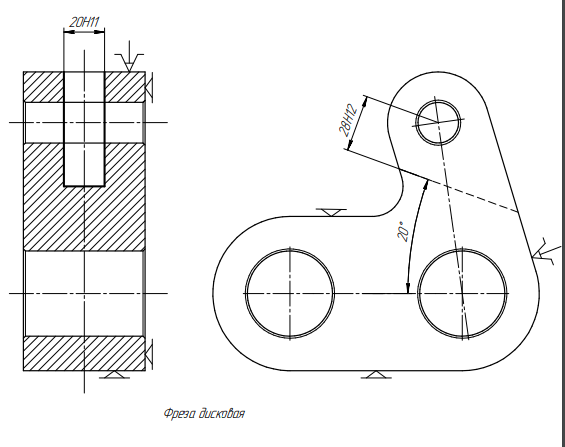
Операция 045: Моечная.
Оборудование: Машина моечная.
Промыть деталь в горячем содовом растворе.
Операция 050: Контрольная.
Оборудование: Плита контрольная.
Окончательный контроль технических требований.
Операция 055: Консервация.
Консервация готовой детали для хранения/транспортировки.
6. Определение припусков.
Определим припуски для одного из основных отверстий методом минимальной стружки. Будем определять припуски для отверстия d1 с Ø42Н7 и Ra 1,25.
Поверхность
получается литьем в песчаные формы и
имеет допуск
 мм.
мм.
Данную поверхность можно получить следующим способом:
Протягивание черновое литого отверстия;
Протягивание чистовое.
Определим минимальные припуски по каждому переходу:
1.
 ;
;
2.
 .
.
Допуски по переходам обработки:
1. ;
2.
 ;
;
3.
 .
.
Для внутренних цилиндрических поверхностей:
 ;
;
 .
.
 Вычислим
Вычислим
 и
и
 :
:
 мм,
мм,
 мм.
мм.
Таким образом, припуск приблизительно составляет 1,8 мм.
Москва, 2024 г.