

Задачи по ПЛК
.pdfЗадание 4. Шахтная подъемная установка |
21 |
|
|
Кнопки
Пуск
Стоп
Заверш
Датчики
Вх
Нз
Зг
Рз
ДЗ
От
Зк
Весы
|
Входы |
ПЛК |
Выходы |
|
|
|
|
|
|
Приводы / Лампы |
|
|
|
|
|
||
|
запустить установку |
|
|
движение вверх |
|
|
1 |
1 |
Двига- |
||
|
|
|
тель |
||
|
|
|
|||
|
остановить работу |
|
2 |
движение вниз |
подъем- |
|
2 |
запустить конвейер |
ника |
||
|
|
|
|
||
|
|
|
|
|
|
|
плавное завершение |
3 |
3 |
Конвейер |
|
|
|||||
|
|
||||
|
|
||||
|
|
|
|
|
|
|
|
|
Состояния / Лампы |
||
|
|
|
|
||
|
|
|
|
|
|
|
скип в верхнем полож. |
4 |
4 |
система включена |
Система |
|
|||||
|
|
||||
|
плавное завершение |
||||
|
|
5 |
|||
|
скип в нижнем полож. |
||||
|
5 |
|
|||
|
|
|
|||
|
дозатор полон |
|
|||
|
6 |
|
|||
|
|
||||
|
|
|
|||
|
переход в сост. загруз. |
6 |
дозатор пуст |
Весы |
|
|
|
||||
|
|
7 |
|
||
|
переход в сост. разгруз. |
|
|||
|
|
|
|
||
|
7 |
режим загрузки |
|
||
|
8 |
|
|||
|
|
||||
|
|
Режим |
|||
|
|
|
|
||
|
захват заслонки скипа |
|
режим загрузки |
||
|
8 |
8 |
|||
|
|
||||
|
|
|
|
||
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
засл. дозатора открыта |
9 |
9 |
идет разгрузка |
|
|
|
|
Состо- |
||
|
|
|
|||
|
засл. дозатора закрыта |
10 |
10 |
идет загрузка |
яния |
|
|||||
|
|
|
|||
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
датчик нулевого веса |
|
11 |
скип в верхнем полож. |
Поло- |
|
|
||||
|
|
|
|||
|
|
11 |
|
скип в нижнем полож. |
жение |
|
|
|
|||
|
датчик заданного веса |
|
12 |
скипа |
|
|
|
|
|||
|
12 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
скип открыт |
|
|
|
|
|
Скип |
|
|
|
|
скип закрыт |
||
|
|
|
|
||
|
|
|
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
дозатор открыт |
|
|
|
|
|
Дозатор |
|
|
|
|
дозатор закрыт |
||
|
|
|
|
||
|
|
|
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
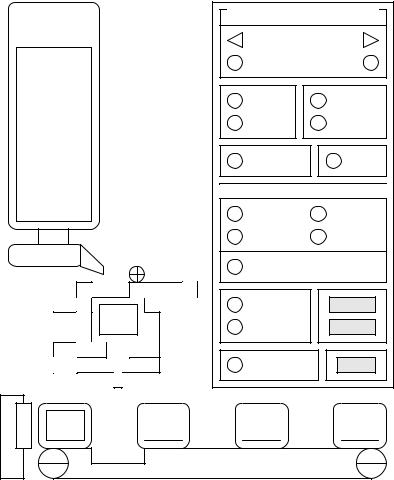
Рис. 4.2. Интерфейс ПЛК управления шахтной подъемной установкой
22 |
Задание 4. Шахтная подъемная установка |
|
|
Управление шахтной скиповой подъемной установкой осуществляется с помощью программируемого логического контроллера (ПЛК), получающего входные сигналы от датчиков и кнопок панели управления и подающего выходные сигналы на двигатель подъемника, двигатель конвейера и лампы панели управления (см. рис. 4.1).
Задача состоит в написании программы для ПЛК с 12 входами и 16 выходами, предназначенного для управления шахтной подъемной установкой.
Интерфейс ПЛК управления шахтной подъемной установкой представлен на рис. 4.2.
Требования к программе ПЛК:
1.При поступлении выходного сигнала на двигатель (подъемника или конвейера) считается, что он переходит в активное рабочее состояние, если же этот сигнал снимается, то двигатель считается выключенным.
2.Выходы контроллера на лампы «Дозатор полон», «Дозатор пуст», «Дозатор открыт», «Дозатор закрыт», «Положение скипа крайнее верхнее» и «Положение скипа крайнее нижнее» должны передавать входные сигналы соответствующих датчиков весов, датчиков положения заслонки и датчиков положения скипа.
3.Выходной сигнал ПЛК на лампу «Скип открыт» устанавливается
и удерживается тогда и только тогда, когда скип находится в крайнем верхнем положении (датчик «Вх») и датчик «ДЗ» сигнализирует о захвате заслонки скипа. Лампа «Скип закрыт» должна зажигаться и гореть (выставлен соответствующий сигнал контроллера) тогда и только тогда, когда нет сигнала от датчика захвата заслонки скипа «ДЗ» или скип находится в положении начала разгрузки (датчик «Рз»).
4.Выходной сигнал контроллера на лампу «Система включена» выставляется и установка считается включенной, если была нажата кнопка «Пуск» при отжатой кнопке «Стоп». Сигнал ПЛК на лампу «Система включена» снимается, если была нажата кнопка «Стоп» или произошло плавное завершение работы.
5.Выходной сигнал ПЛК на лампу «Завершен.» выставляется и считается, что работа установки перешла в режим плавного завершения, если была нажата кнопка панели управления «Заверш». Сигнал снимается, как только происходит выключение системы.
Задание 4. Шахтная подъемная установка |
23 |
|
|
6.Следует учесть, что сигнал, который поступает на ПЛК при нажатии кнопки «Стоп», является инверсным, т. е. в отжатом положении кнопки «Стоп» на ПЛК подается сигнал, который пропадает, если кнопка переходит в нажатое положение. Это является дополнительной защитой от неисправности критически важной управляющей кнопки.
7.Установка переходит в режим загрузки (выставляется соответствующий сигнал ПЛК, загорается лампа «Режим загрузки»), если скип пробыл в состоянии разгрузки в крайнем верхнем положении не менее T секунд. Сигнал режима загрузки снимается, если скип полностью загружен (с помощью дозатора) или нажата кнопка «Стоп».
8.Лампа «Режим разгрузки» должна гореть тогда и только тогда, когда не горит лампа «Режим загрузки».
9.Установка переходит в состояние «Идет разгрузка» (загорается соответствующая лампа), если скип, двигаясь вверх, проходит датчик положения начала разгрузки «Рз». Если же скип прошел датчик «Рз», когда опускался, то выходной сигнал контроллера «Идет разгрузка» снимается.
10.Установка переходит в состояние «Идет загрузка» (загорается соответствующая лампа), если скип, двигаясь вниз, проходит датчик положения начала загрузки «Зг». Если же скип прошел датчик «Зг», когда поднимался, то выходной сигнал контроллера «Идет загрузка» снимается.
11.Сигнал ПЛК, запускающий привод конвейера и зажигающий лампу «Конвейер», выставляется и удерживается тогда и только тогда, когда 1) установка включена, 2) заслонка дозатора закрыта, 3) заданный вес в дозаторе еще не достигнут и 4) установка не находится в режиме плавного завершения работы при пустом дозаторе.
12.Сигнал ПЛК (на подъемный двигатель) «Подъем» (загорается соответствующая лампа) выставляется тогда, когда 1) установка включена, 2) она работает в режиме разгрузки и 3) скип не находится в крайнем верхнем положении. Сигнал «Подъем» снимается, как только установка выключается или скип достигает крайнего верхнего положения.

24Задание 4. Шахтная подъемная установка
13.Сигнал контроллера (на подъемный двигатель) «Спуск» (загорается соответствующая лампа) выставляется тогда, когда 1) установка включена, 2) она работает в режиме загрузки, 3) скип не находится в крайнем нижнем положении и 4) если скип находится в положении начала загрузки, то дозатор полон. Последнее условие добавлено с той целью, чтобы исключить спуск скипа
в зону загрузки до того, как дозатор полностью не наполнится, поскольку при входе скипа в эту зону происходит захват и открытие им заслонки дозатора. Сигнал «Спуск» снимается, как только установка выключается, скип достигает крайнего нижнего положения или скип проходит датчик начала загрузки при не полностью заполненном дозаторе.
Требования к визуализации:
1.Изменения объемов угля в дозаторе и скипе (при выполнении разгрузки или загрузки), перемещение скипа по шахтному стволу, открытие и закрытие заслонок, а также изменения входных сигналов (от датчиков весов, датчиков положений скипа, датчиков положений заслонки дозатора, датчика захвата заслонки донного люка скипа и кнопок) и выходных реакций (на лампы и двигатели подъемника и конвейера) управляющего ПЛК должны отображаться визуально.
2.Должна быть обеспечена возможность имитации и визуального отображения процесса наполнения дозатора углем с помощью конвейера, т. е. перемещение угля с помощью ленты конвейера должно отображаться визуально. Также должна предоставляться возможность менять количество угля, находящегося на ленте конвейера.
3.Должна быть обеспечена индикация значений таймера разгрузки скипа.
З а д а н и е 5 УСТАНОВКА ДЛЯ ЛИТЬЯ ПЛАСТМАСС
Установка, схема которой представлена на рис. 5.1, предназначена для литья пластмасс в формы. Из подающей башни с помощью механизма подачи пластмасса (в гранулированном виде) засыпается в дозатор до достижения в нем заранее определенного веса (выставляется сигнал весов «Весы 1»). Затем крышка дозатора закрывается и пластмасса в дозаторе разогревается с помощью нагревателя до текучего состояния, после чего пластмасса выливается через разливной клапан в специальную форму, которая подается конвейером. После опустошения дозатора (сигнал весов «Весы 0») клапан закрывается, а крышка дозатора открывается. Затем процесс повторяется.
Для определения крайних положений крышки дозатора применяются левый «З» (закрыто) и правый «О» (открыто) концевые выключатели. Наличие формы под дозатором определяется с помощью датчика тары «ДТ». Нагреватель снабжен тремя датчиками температуры — датчиком верхней температуры «ВТ», датчиком нижней температуры «НТ» и датчиком рабочей температуры «РТ». Если после запуска установки нагреватель имеет температуру меньше нижней температуры, то он включается и начинает нагреваться. Как только температура нагревателя достигает заданного верхнего значения, то нагреватель выключается и постепенно остывает. Задача нагревателя состоит в поддержании рабочей температуры, при которой пластмасса плавится. Рабочая температура устанавливается таким образом, чтобы быть на несколько градусов меньше нижней температуры. Рабочая температура — некоторая пороговая температура плавления пластмассы.
Запуск, экстренная остановка и плавное завершение работы установки осуществляется соответствующими кнопками панели управления «Пуск», «Стоп» и «Заверш». Под плавным завершением работы понимается выключение установки после того, как произойдет полная разгрузка текущей порции пластмассы без последующего наполнения дозатора, конвейер подаст пустую форму под дозатор, а крышка дозатора будет полностью открыта. Индикация состояний работы установки производится с помощью ламп панели управления.
26 |
Задание 5. Установка для литья пластмасс |
|
|
Башня |
|
|
|
Крышка |
|
|
|
|
|
|
|
|
|
|
|
Закрыть |
Открыть |
|
|
|
|
Закрыто |
Открыто |
|
|
|
|
Весы 0 |
Подача |
|
|
|
|
Весы 1 |
Клапан |
|
|
|
|
Конвейер |
Тара |
|
|
|
|
Нагреватель/Температура |
|
|
|
|
|
Включен |
Верхняя |
|
|
|
|
Рабочая |
Нижняя |
Подающ. мех. |
|
|
|
|
|
|
|
|
|
Нагреватель неисправен |
|
З |
|
Крышка |
О |
|
|
|
|
|
|
Сист. вкл. |
Пуск |
ВТ |
|
Нагре- |
Завершен. |
Заверш |
|
НТ |
|
||||
|
ватель |
|
|
||
|
|
|
|
||
РТ |
Кл |
|
|
|
|
Вкл Весы 0 |
Весы 1 |
|
Нет подачи |
Стоп |
|
|
ДТ |
|
Конвейер |
|
|
|
|
|
|
|
|
Рис. 5.1. Схема и панель управления установки для литья пластмасс

Задание 5. Установка для литья пластмасс |
27 |
|
|
Кнопки
Пуск
Стоп
Заверш
Датчики
Весы 0
Весы 1
З
О
ДТ
ВТ
НТ
РТ
|
Входы |
ПЛК |
Выходы |
|
|
|
|
|
|
Приводы / Лампы |
|
|
|
|
|
||
|
|
|
|
|
|
|
запустить установку |
1 |
1 |
запустить подачу |
Механизм |
|
|
|
подачи |
||
|
|
|
|||
|
|
|
|
|
|
|
остановить работу |
2 |
2 |
открыть клапан |
Клапан |
|
|
||||
|
|
открыть крышку |
|
||
|
плавное завершение |
3 |
|
||
|
|
|
|||
|
3 |
Крышка |
|||
|
|||||
|
|
||||
|
закрыть крышку |
||||
|
|
4 |
|||
|
|
||||
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
запустить конвейер |
Конвейер |
|
достигнут нулевой вес |
4 |
|
|
|
|
|
|
|
|
|
|
|
6 |
включить нагреватель |
Нагре- |
|
|
|
|
|||
|
достигнут заданный вес |
5 |
|
ватель |
|
|
|
||||
|
|
Состояния / Лампы |
|||
|
|
|
|||
|
крышка закрыта |
|
|||
|
|
|
|||
|
6 |
7 |
система включена |
|
|
|
|
||||
|
|
|
|||
|
|
|
Система |
||
|
крышка открыта |
|
плавное завершение |
||
|
7 |
8 |
|||
|
|
||||
|
|
|
|||
|
|
достигнут нулевой вес |
|
||
|
датчик тары |
9 |
|
||
|
|
|
|||
|
8 |
Весы |
|||
|
|||||
|
|
||||
|
достигнут заданный вес |
||||
|
|
10 |
|||
|
верхняя температура |
||||
|
9 |
|
|||
|
|
|
|||
|
|
|
|||
|
|
|
|
||
|
нижняя температура |
11 |
сработал датчик тары |
Тара |
|
|
|
|
|||
|
10 |
крышка открыта |
|
||
|
|
12 |
Крышка |
||
|
|
|
|
||
|
рабочая температура |
|
крышка закрыта |
||
|
11 |
13 |
|||
|
|||||
|
|
||||
|
|
|
|
||
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
ошибка подачи |
Нет |
|
|
|
|
подачи |
|
|
|
|
верхняя температура |
||
|
|
|
15 |
|
|
|
|
|
|
||
|
|
|
|
Нагре- |
|
|
|
|
нижняя температура |
||
|
|
|
|
||
|
|
|
16 |
ватель |
|
|
|
|
|
||
|
|
|
рабочая температура |
/ |
|
|
|
|
|
||
|
|
|
17 |
Темпе- |
|
|
|
|
|
||
|
|
|
нагреватель неисправен |
ратура |
|
|
|
|
|
||
|
|
|
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 5.2. Интерфейс ПЛК управления установкой для литья пластмасс
28 |
Задание 5. Установка для литья пластмасс |
|
|
Управление установкой для литья пластмасс осуществляется с помощью программируемого логического контроллера (ПЛК), получающего входные сигналы от датчиков, концевых выключателей и кнопок панели управления и подающего выходные сигналы на привод механизма подачи, привод крышки дозатора, конвейер, клапан, нагреватель и лампы панели управления (см. рис. 5.1).
Задача состоит в написании программы для ПЛК с 11 входами и 18 выходами, предназначенного для управления установкой для литья пластмасс.
Интерфейс ПЛК управления установкой для литья пластмасс представлен на рис. 5.2.
Требования к программе ПЛК:
1.Предполагается, что неисправная работа разливного клапана, подающего механизма, привода крышки дозатора и привода конвейера исключена, т. е. при поступлении выходного сигнала на клапан, механизм или привод считается, что он переходит в активное рабочее состояние, если же этот сигнал снимается, то механизм или привод считается выключенным, а клапан — закрытым.
2.Выходы контроллера на лампы «Весы 0», «Весы 1», «Закрыто», «Открыто», «Верхняя», «Нижняя», «Рабочая» и «Тара» должны передавать входные сигналы соответствующих датчиков весов, левого и правого концевых выключателей крышки, датчиков нагревателя и датчика тары.
3.Выходной сигнал ПЛК на лампу «Система включена» выставляется и установка считается включенной, если была нажата кнопка «Пуск» при отжатой кнопке «Стоп». Сигнал ПЛК на лампу «Система включена» снимается, если была нажата кнопка «Стоп» или произошло плавное завершение работы.
4.Выходной сигнал контроллера на лампу «Завершение» выставляется и считается, что работа установки перешла в режим плавного завершения, если была нажата кнопка панели управления «Заверш». Сигнал снимается при выключении системы.
5.Следует учесть, что сигнал, который поступает на ПЛК при нажатии кнопки «Стоп», является инверсным, т. е. в отжатом положении кнопки «Стоп» на ПЛК подается сигнал, который пропадает, если кнопка переходит в нажатое положение. Это является дополнительной защитой от неисправности критически важной управляющей кнопки.
Задание 5. Установка для литья пластмасс |
29 |
|
|
6.Сигнал контроллера, запускающий механизм подачи и зажигающий лампу «Подача», выставляется и удерживается тогда и только тогда, когда 1) установка включена и находится в режиме подачи, 2) крышка дозатора полностью открыта, 3) заданный вес
вдозаторе не достигнут и 4) в случае пустого дозатора установка не находится в режиме плавного завершения работы.
7.ПЛК выставляет сигнал об ошибке подачи и загорается лампа
«Нет подачи», если в течение T1 секунд после начала подачи пластмассы в дозатор не было достигнуто заданного веса порции (нет сигнала от датчика весов «Весы 1»). Предупреждающий сигнал снимается, когда механизм подачи выключается (нет выходного сигнала ПЛК запустить подачу).
8.Сигнал ПЛК, открывающий разливной клапан и зажигающий лампу «Клапан», выставляется, если 1) установка включена и находится в режиме разгрузки, 2) крышка дозатора полностью закрыта, 3) дозатор не пуст, 4) под дозатором находится тара, 5) в дозаторе установлена рабочая температура и 6) пластмасса
вдозаторе плавилась при рабочей температуре в течение T2 секунд. Сигнал снимается, если либо 1) система выключена, либо 2) достигнут нулевой вес в дозаторе, либо 3) отсутствует тара под дозатором, либо 4) температура в дозаторе ниже рабочей.
9.Сигнал ПЛК, запускающий привод конвейера и зажигающий лампу «Конвейер», выставляется и удерживается тогда и только тогда, когда 1) установка включена, 2) разливной клапан закрыт и 3) либо нет тары под дозатором, либо тара под дозатором уже не является пустой.
10.Сигнал ПЛК (на привод крышки дозатора), закрывающий крышку и зажигающий лампу «Закрыть», выставляется, если 1) установка включена, 2) нет сигнала от левого концевого выключателя, 3) установка не находится в режиме загрузки и 4) достигнут заданный вес в дозаторе. Сигнал снимается, если система выключается или есть сигнал от левого концевого выключателя.
11.Сигнал ПЛК (на привод крышки дозатора), открывающий крышку и зажигающий лампу «Открыть», выставляется, если 1) установка включена, 2) нет сигнала от правого концевого выключателя и 3) установка перешла в режим загрузки. Сигнал снимается, если система выключается или есть сигнал от правого концевого выключателя.

30Задание 5. Установка для литья пластмасс
12.Сигнал ПЛК, включающий нагреватель и зажигающий лампу «Включен», выставляется, если 1) установка включена, 2) нижняя температура в дозаторе не достигнута 3) нет сигнала об ошибке подачи. Нагреватель выключается (сигнал снимается), когда либо
1)установка выключается, либо 2) достигнута верхняя температура в дозаторе, либо 3) имеется сигнал об ошибке подачи.
13.Необходимо учесть возможность выхода из строя нагревательного элемента. Поэтому если после включения нагревателя в тече-
ние T3 секунд в дозаторе не была достигнута нижняя температура, т. е. нагревательный элемент не нагрелся до заданной нижней температуры, то выставляется сигнал «Нагреватель неисправен». Сигнал снимается, как только нагреватель выключается или дозатор (точнее, нагревательный элемент) нагревается до нижней температуры.
14.Если работа установки была остановлена, то следующий запуск
установки должен начаться с подачи пластмассы в дозатор, т. е. работа установки возобновляется с самого начала технологического цикла.
15.Если литье пластмассы в форму (тару) было прервано, то следующее открытие разливного клапана должно происходить только при новой пустой таре. Не полностью заполненная форма считается браком, поскольку литье одной порции пластмассы в форму должно происходить за один раз, т. е. непрерывно.
Требования к визуализации:
1. Изменения объемов пластмассы в подающей башне, дозаторе
итаре (форме), а также изменения входных сигналов (от датчика тары, датчиков весов, датчиков температуры, концевых выключателей и кнопок) и выходных реакций (на нагреватель, привод механизма подачи, привод крышки дозатора, клапан, конвейер
илампы) управляющего ПЛК должны отображаться визуально.
2.Должна быть обеспечена возможность имитации и визуального отображения поломки и починки нагревательного элемента.
3.Должна быть обеспечена возможность имитации и визуального отображения процессов опустошения и наполнения пластмассой подающей башни.