

2.2.Формулирование технических требований (тт)
Каждая, из выделенных поверхностей характеризуется набором параметров, определяющих её качество (технические требования).
Анализ и корректировку требований выполняют по группам параметров в следующей последовательности:
- размеры элемента поверхности (линейные, диаметральные, угловые) и их точность;
- относительное расположение поверхностей детали (параллельность, симметричность, соосность и др.);
- форма поверхностей;
- шероховатость поверхностного слоя;
- физико-механические свойства поверхностного слоя.
Выявленные неточные или неправильные формулировки корректируются, а недостающие требования формулируются заново. Все требования должны быть обоснованы и соответствовать стандартам ЕСКД по оформлению.
На рис.2.4. показан эскиз фрагмента детали «вал» с требованиями к наружной цилиндрической поверхности шейки под установку подшипника качения с послойным представлением информации.
2.3.Анализ технологичности конструкции
Под технологичностью понимается совокупность свойств изделия, определяющих экономичность его изготовления, эксплуатации и ремонта для заданных показателей качества и объема выпуска.
Обеспечение технологичности регламентируется ГОСТ 14.201 – 83. Стандарт определяет перечень задач, содержание и последовательность работ, систему показателей и методы их расчёта. Отработка конструкций на технологичность ведется по чертежам и должна предшествовать разработке технологических процессов.
Технологичность можно оценить качественно и количественно. Качественная оценка предшествует количественной и устанавливается на основе опыта терминами: "хорошо", "плохо", "лучше" и т.п.
Пример1 (качественная оценка). Деталь – корпус (см. рис.2.5.).
20k6






 2
2





35H12

5-7СТ АААААААша






 А
А
А





5-7СТ 77СТ7СТ
5-7СТ СТ











![]()
![]()







 Ra
0,8
Ra
0,8


Рис. 2.4. Эскиз детали «вал»

Рис. 2.5. Эскиз детали «корпус»
Конструкция технологична, так как:
- конфигурация и материал детали позволяют изготавливать её литьем;
- точность и шероховатость большинства поверхностей может быть обеспечена без механической обработки;
- отдельные поверхности требуют дополнительных операций на серийно выпускаемых станках нормальной точности.
Пример 2(качественная оценка). Деталь - вал (см. рис.2.6.).
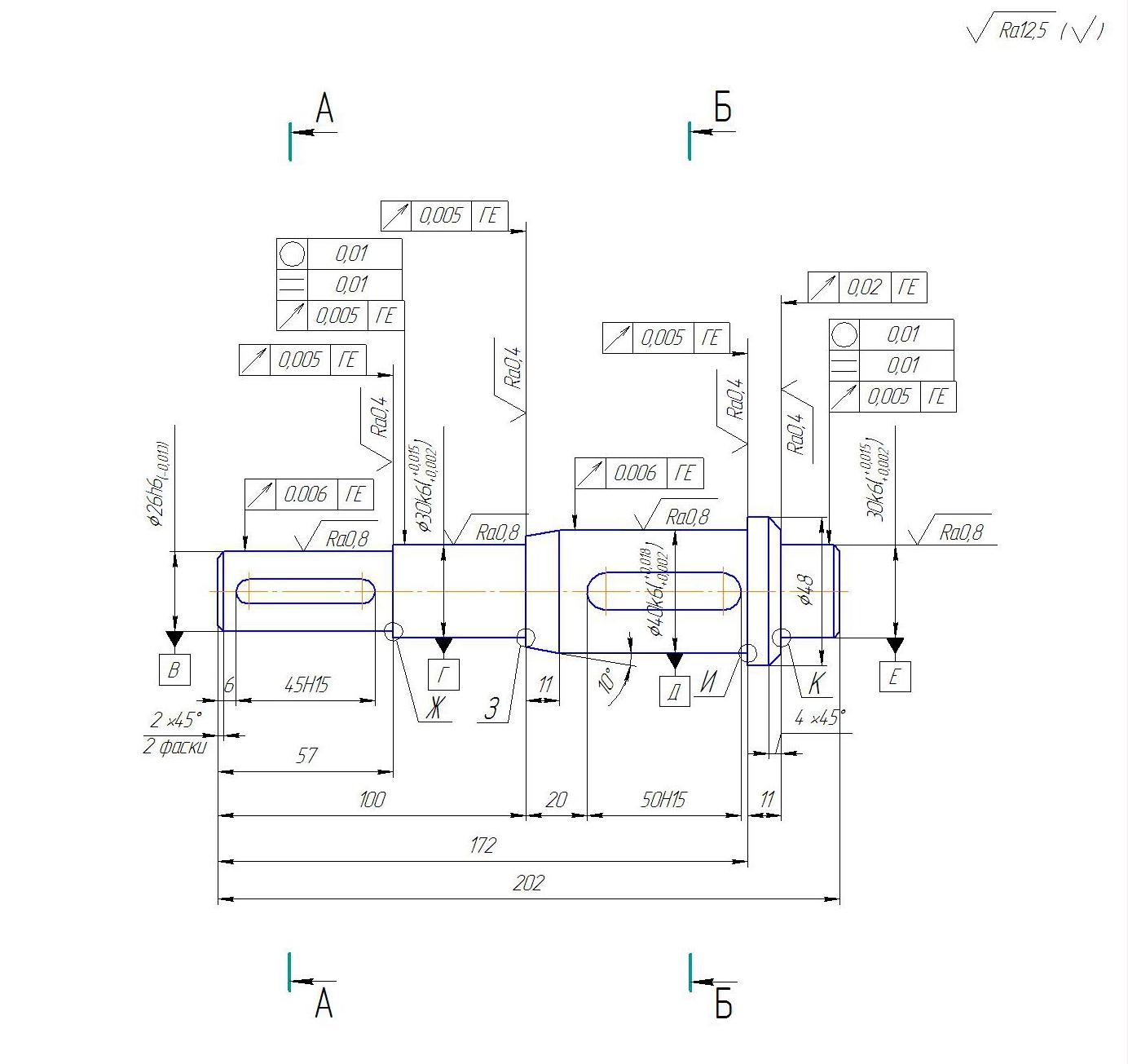
Рис.2.6. Эскиз детали «вал» (материал Сталь 45)
Конструкция технологична, т.к.:
- изделие изготавливается из доступного сортового проката (пруток);
- материал хорошо обрабатывается резанием;
- конфигурация детали позволяет проводить обработку на серийно выпускаемых станках токарной группы;
- точность и шероховатость большинства поверхностей обеспечивается на станках группы точности Н (нормальной);
- отдельные поверхности требуют дополнительных операций обработки на серийно выпускаемых станках.
При анализе необходимо учитывать возможность сборки машины (узла), в состав которых входит деталь. Для примера на рис. 2.7. показаны две нетехнологичные конструкции:
- гайку нельзя установить на резьбу (рис.2.7. а);
- седло клапана нельзя установить в корпус вентиля (рис.2.7. б), так как диаметр (d) отверстия корпуса меньше диаметра седла.

Рис. 2.7. Эскизы узлов
Отработка конструкции на технологичность, как правило, проводится по следующим направлениям.
1. Максимальное использование стандартных и унифицированных элементов.
2. Возможность изготовления из стандартных и унифицированных заготовок.
3. Возможность соблюдения основных принципов базирования при обработке.
4. Упрощение конфигурации деталей, расширение допусков на изготовление, снижение требований к шероховатости поверхностей.
5. Использование конфигурации детали, позволяющей применять наиболее совершенные методы обработки.
6. Доступность поверхностей для обработки и контроля параметров.
7. Возможность применения типовых и групповых технологий.
8. Использование унифицированного режущего и измерительного инструментов.
9. Приспособленность конструкции к наиболее эффективному применению намеченных методов обработки.
Приведём основные признаки технологичных вариантов некоторых типовых конструкций.
Валы:
- наличие постоянных технологических баз (например – центровочные отверстия по ГОСТ 14034-74);
- наличие стандартных канавок для выхода инструмента, однотипность канавок;
- расположение ступеней в порядке возрастания или убывания диаметра, минимальный перепад диаметра ступеней, симметричность расположения ступеней;
- конические переходы между ступенями вала и фаски следует назначать с учётом параметров стандартных проходных резцов (30, 45, 60 и 90 град);
-наличие фасок в качестве переходных поверхностей и др.
Втулки и цилиндры:
- достаточная жёсткость и простая конфигурация;
- обработка внутренних поверхностей с одного установа (для обеспечения соосности);
- предпочтительны сквозные отверстия;
- при обработке отверстий высокой точности необходимо предусматривать канавки для выхода инструмента (ГОСТ 8820-69);
- пазы и шлицы в отверстиях желательны сквозные (при глухих конструкциях предусматривать канавки по ГОСТ 14775-81);
- не предусматривать глубокие шлицевые поверхности и пазы.
Выявление наиболее технологичных вариантов должно быть обязательно согласовано с типом производства. Одно и то же изделие в разных условиях изготовления может иметь различное технологичное исполнение.
Решение задач 1.6, 1.9, 2.2 источника [14] поможет закрепить материал темы.
Контрольные вопросы
Назовите методы назначения размеров и области их применения.
Линейный размер на чертеже детали может быть представлен тремя вариантами (А, Б, В).
А – 100Н9;
Б – 100+0,06;
В – 100Н9(+0,06).
Выберите вариант обозначения для условий единичного производства.
Объясните Ваш выбор.
Назовите комплексные и частные показатели формы для цилиндрических и плоских поверхностей.
Как назначается допуск на показатель формы поверхности?
Приведите примеры обозначения размера сопряжения поверхностей
«вал-втулка» для посадки с зазором (с натягом).
Назовите параметры, характеризующие механические свойства поверхностного слоя, для участка поверхности шейки вала.
Приведите пример обозначения метрической резьбы средней точности.
В каких случаях проводится оценка количественных показателей технологичности конструкции?