

Тема 2. Анализ исходных данных
Значение слова «анализ» предусматривает разделение предмета на части с целью изучения его структуры и взаимодействия элементов между собой.
Для проведения анализа используют следующую информацию:
- базоваяинформация - конструкторская документация (чертежи, ТУ) и производственная программа (годовая программа, объём партий и т.п.);
- руководящаяинформация - государственные стандарты: ЕСТПП, ЕСТД, ОСТы и стандарты предприятий (СТП); классификаторы деталей и операций; трудовые нормативы; действующие унифицированные технологические процессы; инструкции и т.д.;
- справочнаяинформация - справочники, каталоги, паспорта
оборудования, различные пособия и т.п., в том числе справочные таблицы по припускам, режимам резания и т.д.
2.1.Изучение конструкции изделия.
Разработка процесса изготовления детали должна начинаться с изучения конструкции, служебного назначения (СН), анализа технических требований и норм точности, заданных чертежом.
Конструкция должна быть представлена минимальным количеством проекций и давать полное представление о поверхностях изделия. Значительную помощь в решении этих задач может оказать компьютерная графика с программным обеспечением «Компас 3Д» или другим продуктом.
Пример пространственного представления изделия показан на рис. 2.1.

а)
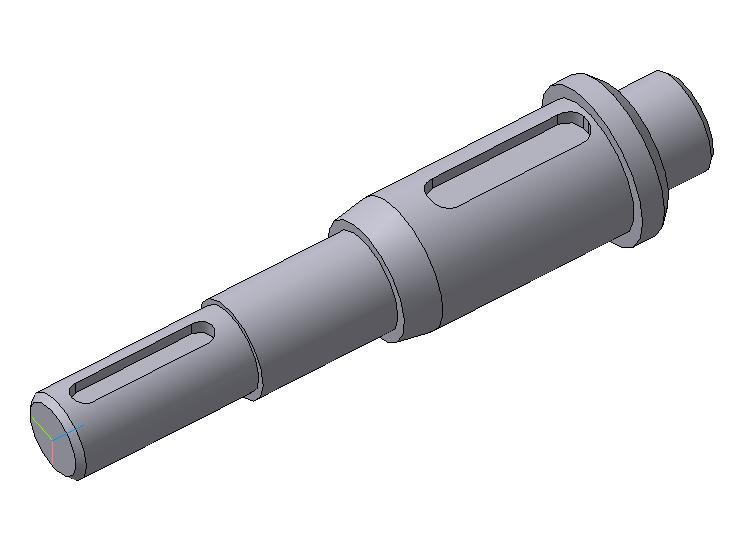
б)
Рис.2.1.Трёхмерное изображение детали «Вал»: а, б – варианты исполнения
Каждая деталь является элементом сборочной единицы. Приступая к формулировке назначения, необходимо изучить чертеж сборочной единицы, в которую входит деталь (см. рис. 2.2.). Значительную помощь окажет изучение технического описания.

Рис.2.2. Фрагмент сборочного чертежа узла: 9 – деталь
Требуется:
- сформулировать задачи, для решения которых предназначена деталь;
- описать условия, в которых деталь должна выполнять свои функции.
Выясняя служебное назначение детали и ее роль в работе сборочной единицы, необходимо разобраться в функциях, выполняемых поверхностями.
Детали машин, несмотря на многообразие номенклатуры, образуются сочетанием ограниченного перечня поверхностей. Наиболее распространены цилиндрические, плоские и конические поверхности. Многие детали имеют винтовые и зубчатые поверхности. Редко используют специальные фасонные поверхности (фасонные кулачки, копиры и т. п.).
По ГОСТ 21495–76 все поверхности можно разделить на четыре вида:
- исполнительные – поверхности, с помощью которых деталь выполняет свое служебное назначение;
- основные – поверхности, с помощью которых определяют положение детали в изделии;
- вспомогательные – поверхности, с помощью которых определяют положение присоединяемых деталей относительно рассматриваемой;
- свободные – поверхности, не соприкасающиеся с поверхностями других деталей.
Поверхности первых трех видов можно объединить в одну – основную группу.
При проектировании процессов удобно пользоваться технологической разметкой поверхностей. Пример такой разметки для вала показан на рис.2.3.
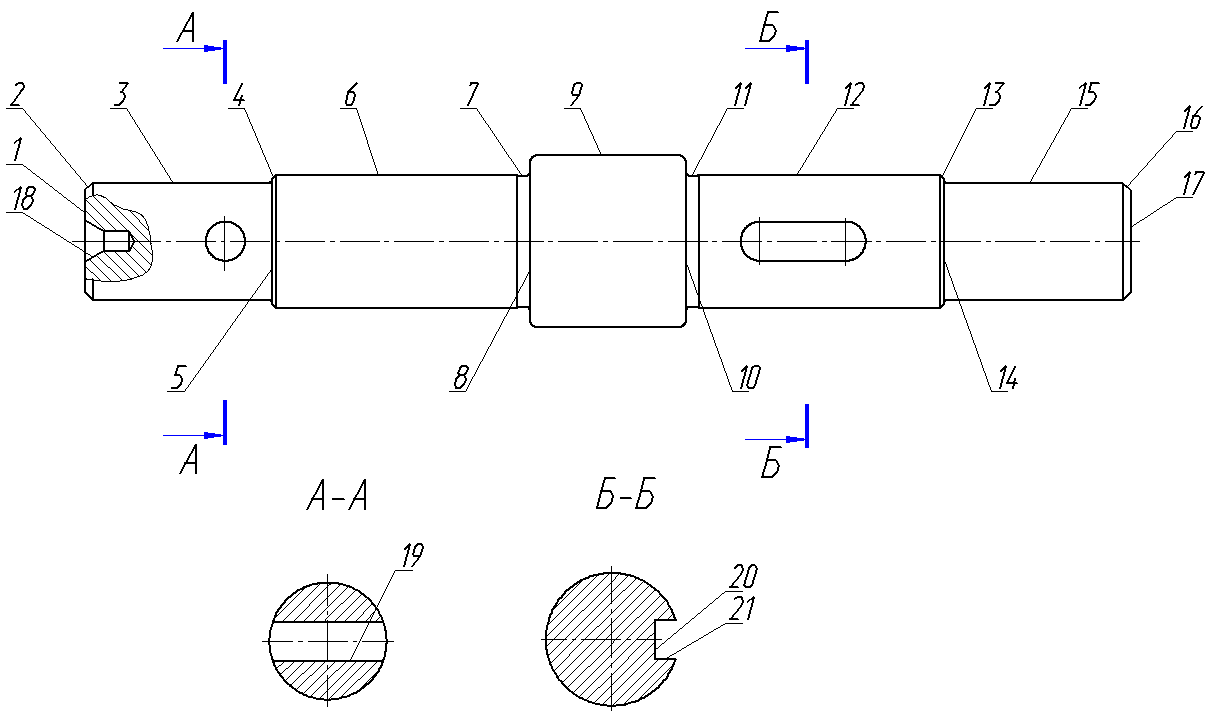
Рис.2.3. Технологическая разметка поверхностей: 19,21- исполнительные поверхности; 3,5,14,15 –основные поверхности; 6,8,10,12,20 – вспомогательные поверхности; остальные – свободные поверхности
При проведении классификации предварительно намечают технологические базы, стараясь соблюдать основные правила базирования (совмещения, постоянства и надёжности баз).