

6.6. Технологическая документация
Разработанный технологический процесс оформляют документально в соответствии с требованиями ЕСТД, проводят нормоконтроль документации, согласуют ее со всеми заинтересованными службами и утверждают. Виды технологической документации установлены ГОСТ 3.1102–81.
Документация даёт исчерпывающую информацию исполнителям о структуре процесса, оборудовании, инструментах, режимах обработки, трудоемкости операций.
В зависимости от объема выпуска изделия документация имеет различные формы: маршрутная и операционная карты, карты эскизов и др. В рамках курсового проектирования применяют маршрутное и операционное описание технологии.
Основным документом маршрутного описания является маршрутная карта (МК). Документ предусматривает изложение процесса в виде перечня всех технологических операций в порядке их выполнения без указания переходов и режимов обработки. Такая форма документации характерна для мелкосерийного производства.
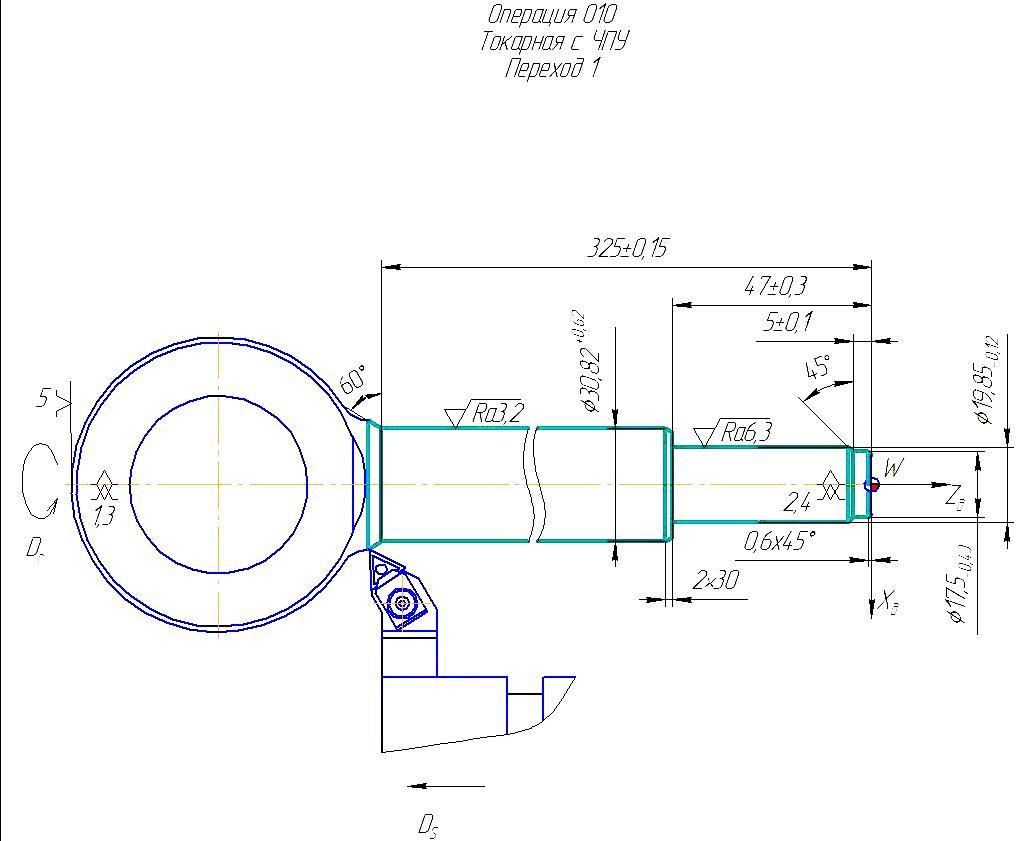
Описание отдельных технологических операций проводится в операционной карте(ОК). Карта разрабатывается для серийного и массового производства, а также в случае выпуска собственной продукции мелкими партиями по заказу. В описании указывают последовательность выполнения переходов, данные о технологическом оснащении, режимах обработки и затратах времени.ОКразрабатывается на основании карты эскизов (КЭ). Примеры оформления КЭ показаны на рис.6.7.

а)
б)
Рис.6.7. Фрагменты карты эскизов операции:
а – кругло шлифовальная; б) – токарная
Одновременно с проектированием технологического процесса разрабатывают (при необходимости) технические задания на специальное оборудование, приспособления, режущий и измерительный инструмент.
Содержание технологической документации, правила её оформления и условия применения подробно рассмотрены в источниках [13,15].
Контрольные вопросы
1. Назовите перечень задач решаемых при проектировании технологической операции.
2. Какие методы применяют при расчёте режимов обработки?
3. Объясните необходимость разработки технологической документации в мелкосерийном производстве.
4. Назовите элементы структуры технологической операции.
5. Какой метод назначения припуска является основным в единичном и мелкосерийном производстве?
6. Что входит в понятие «технологическая оснастка»
7. В каких случаях разрабатывается карта эскизов технологической операции?
Тема 7. Станочные приспособления
Станочное приспособление (СП) – дополнительное устройство к металлорежущим станкам предназначенное для базирования и надёжного закрепления обрабатываемых заготовок. Конструкция может предусматривать также выполнение ряда вспомогательных функций.
Структура любого приспособления, независимо от конструктивного исполнения, включает элементы, показанные на рис.7.1.



 ПРИВОД
ПРИВОД
 ЗАЖИМНОЕ
УСТРОЙСТВО
ЗАЖИМНОЕ
УСТРОЙСТВО
ЗАЖИМНЫЕ ЭЛЕМЕНТЫ





Э лементы
для определения
Вспомогательные элементы
лементы
для определения
Вспомогательные элементы
положения и направления для изменения положения
режущего инструмента поверхности обработки
относительно режущего
инструмента
 ЗАГОТОВКА
ЗАГОТОВКА
УСТАНОВОЧНЫЕ ЭЛЕМЕНТЫ
для определения положения заготовки
относительно приспособления

КОРПУС
(для размещения элементов конструкции)
Рис.7.1.Структура станочного приспособления
Приспособления (СП) вместе с режущим, контрольным, измерительным и вспомогательным инструментом формируют понятие – технологическая оснастка.
Использование приспособлений значительно расширяет возможности применения оборудования:
- снижаются требования к квалификации персонала;
- сокращается время вспомогательных переходов;
- улучшаются условия труда;
- расширяются технологические возможности.
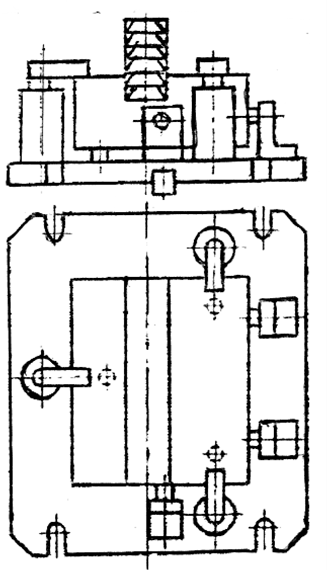
Примеры простых конструкций, иллюстрирующие основные функции, показаны на рис.7.2.
.






1
2
Рис. 7.2. Эскизы станочных приспособлений: 1- заготовка;
2 - приспособление